在高温工业这个行当里干了这么多年,我亲眼见证了马蹄窑的 “江湖地位”。无论是烧制耐火砖、特种陶瓷,还是冶金行业的热处理,马蹄窑那独特的结构总能找到用武之地。但这些年,情况变了。环保督查越来越严,天然气价格也起起伏伏,以前那种靠 “烧空气” 的老办法,越来越显得力不从心 —— 能耗高得吓人,窑内温度像 “过山车”,烟囱里冒出的烟气也让人头疼。就在这个节骨眼上,马蹄窑纯氧燃烧器 这项技术走进了大家的视野,它不像一些花哨的概念,而是实实在在地帮不少工厂解决了痛点,成了推动产线升级、实现绿色生产的一把 “利器”。
咱们先聊聊传统烧法为啥费钱。以前马蹄窑烧火,鼓进去的主要是空气,而空气中将近八成是氮气。这氮气有个特点:它不 “参战”(不参与燃烧),却是个十足的 “热量搬运工”,在炉子里转一圈,裹挟着大量宝贵的热量就从烟道跑了。结果就是,看着火挺旺,但热效率低,排烟温度高,烧掉的燃料大半做了无用功。
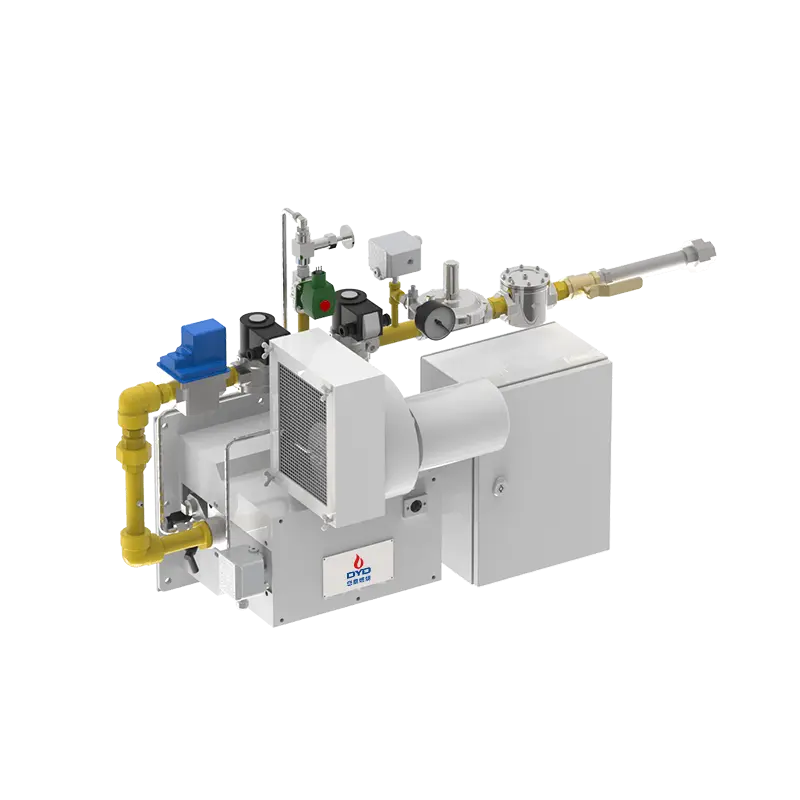
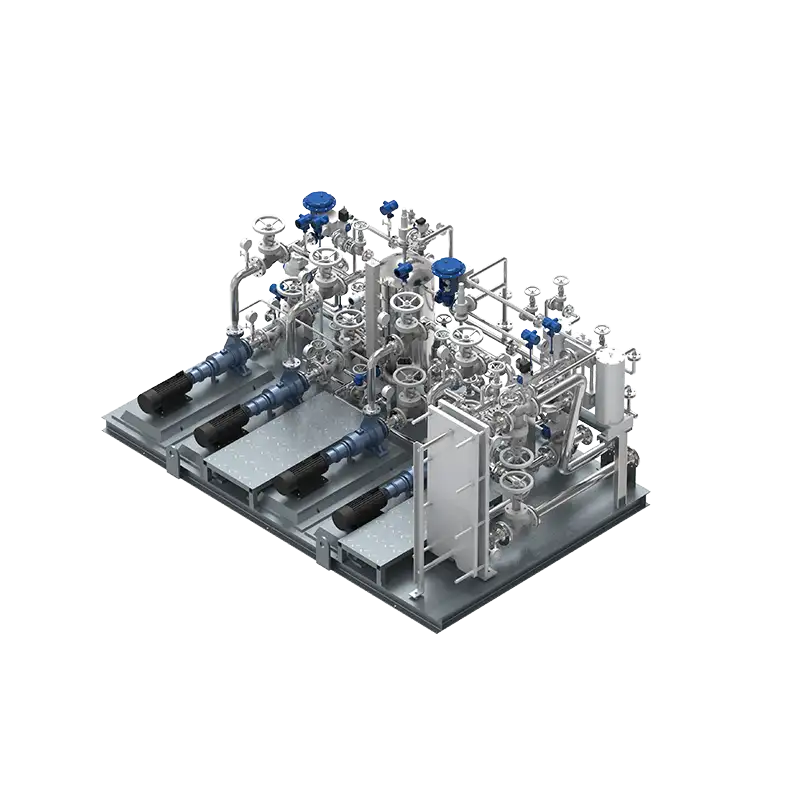
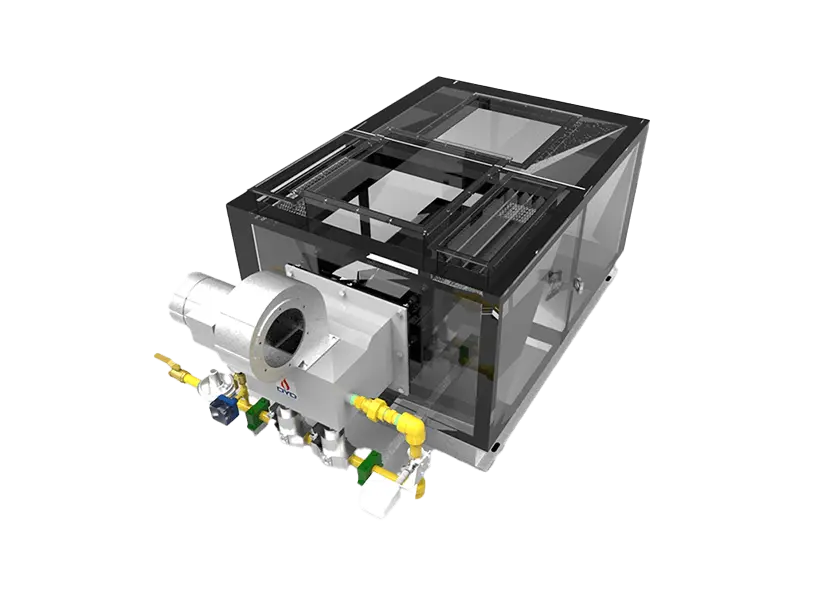
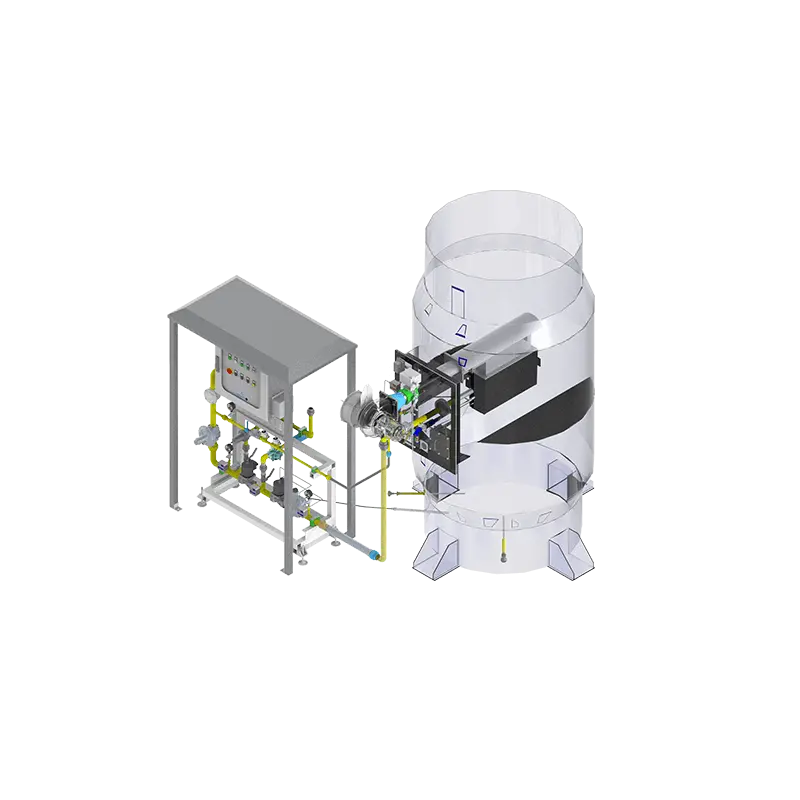
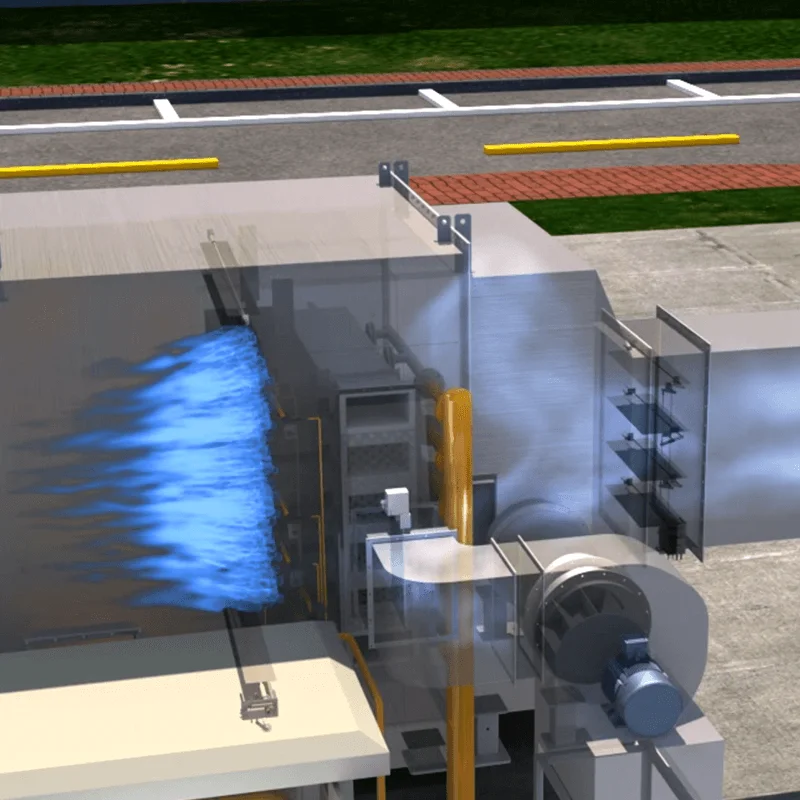
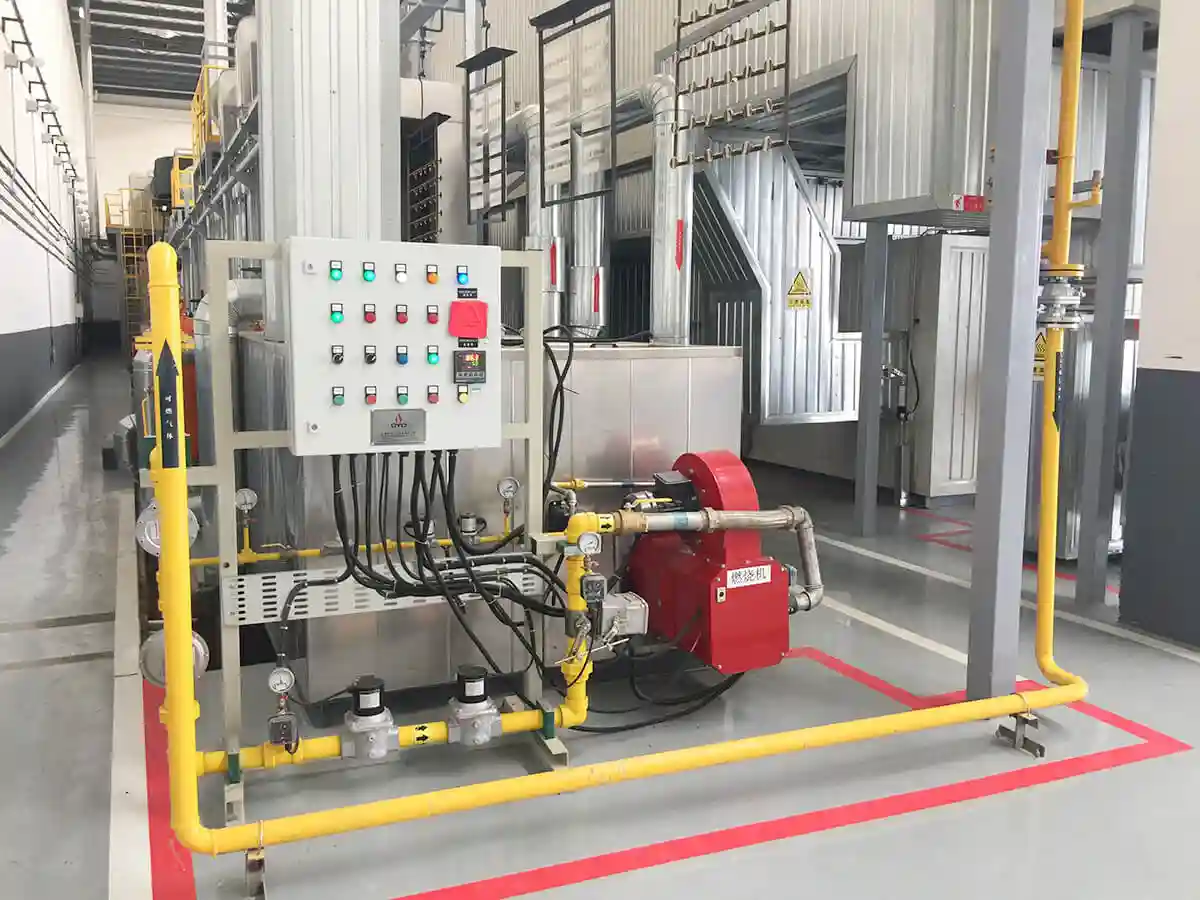
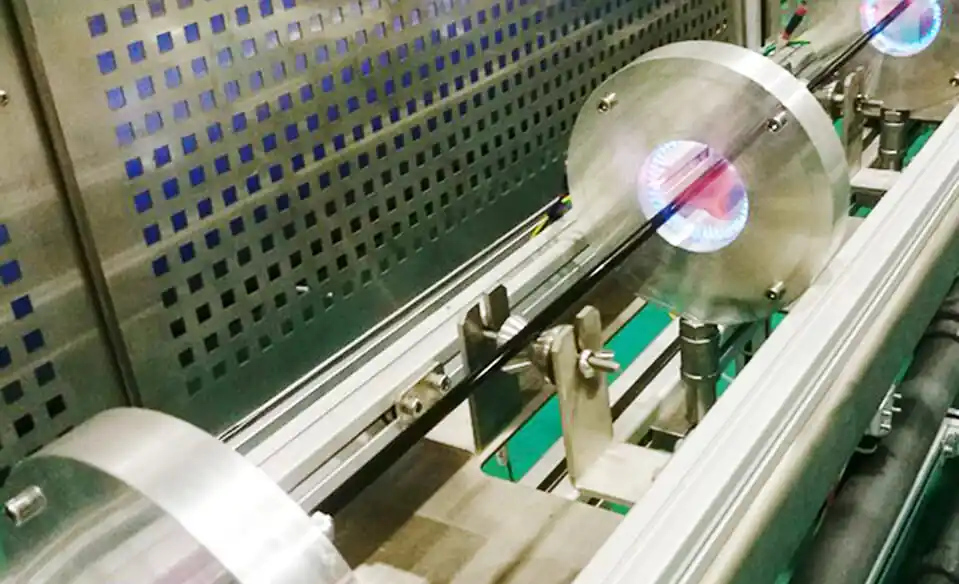
而马蹄窑纯氧燃烧器 的原理,说穿了就是 “换气”—— 用高纯度的氧气替代普通空气来助燃。这一换,局面全变了。炉子里没了那么多 “闲逛” 的氮气,燃料和氧气结合得更充分、更剧烈,火焰温度能蹿升一大截。更关键的是,烟气量能锐减 60% 到 80%!这意味着什么?意味着热量被牢牢 “锁” 在窑内用来加热物料了。根据我们跟踪的案例,很多改造后的窑炉,燃料成本直接下降了 20% 到 50%,这省下的可都是真金白银。

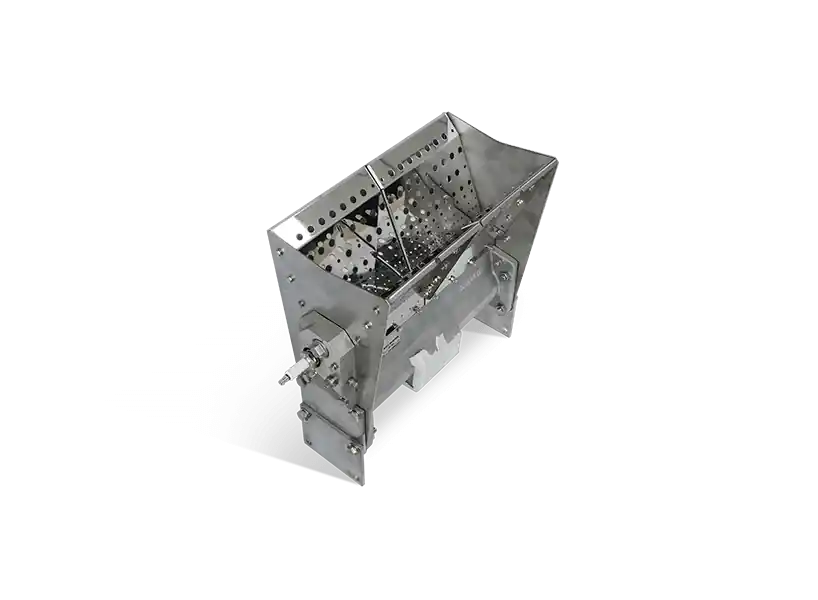
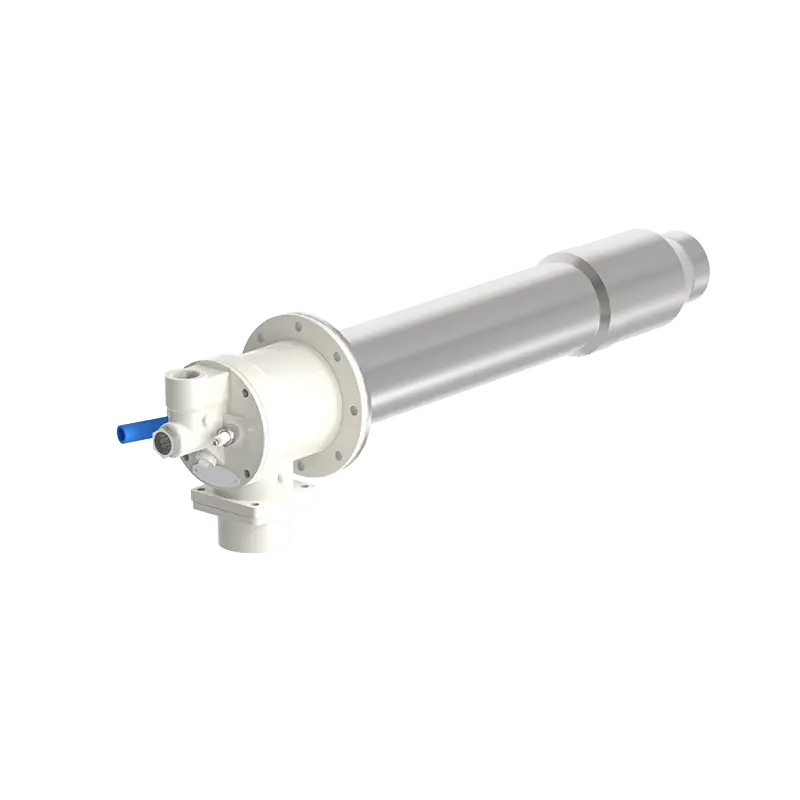
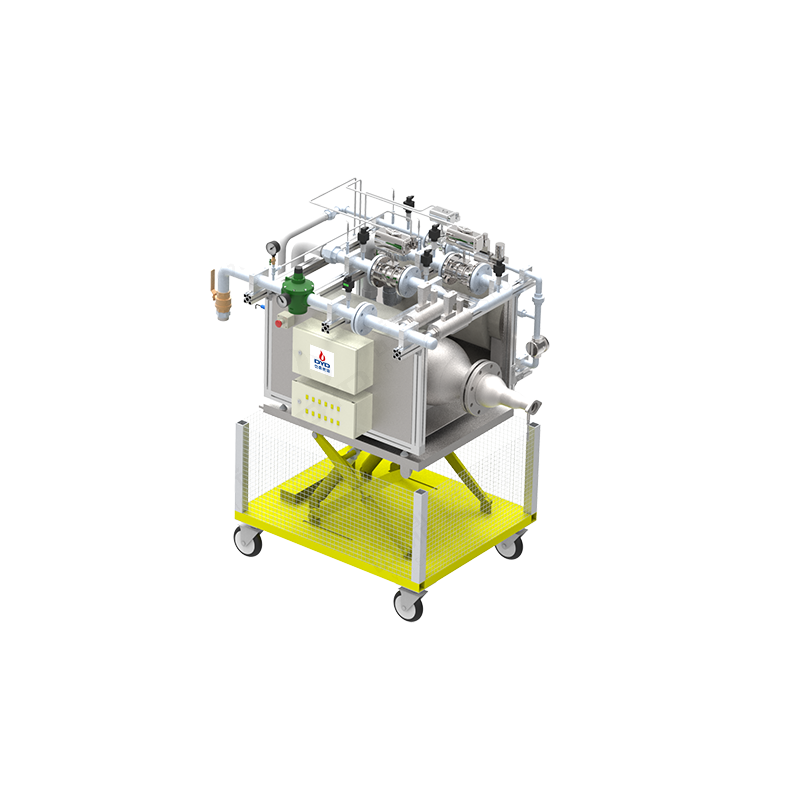
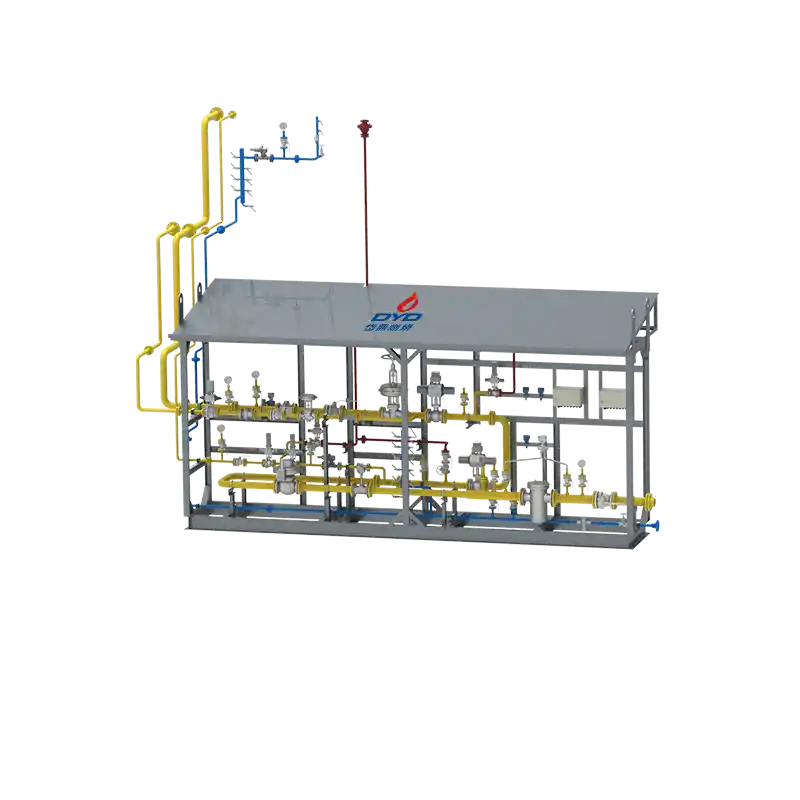
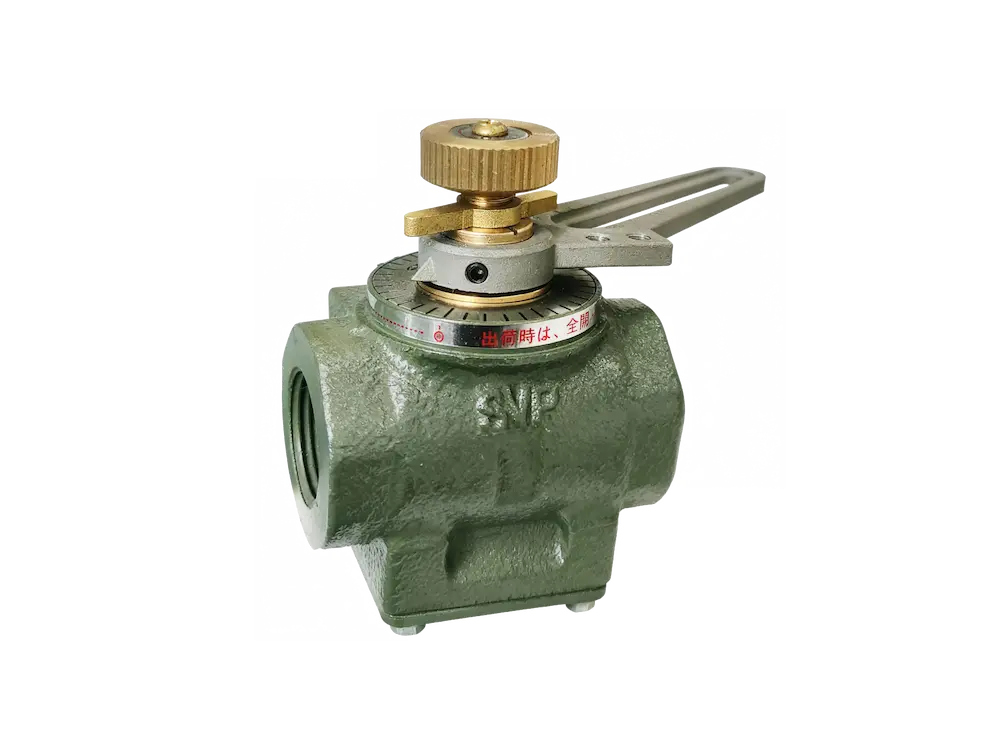
(天然气纯氧燃烧器)
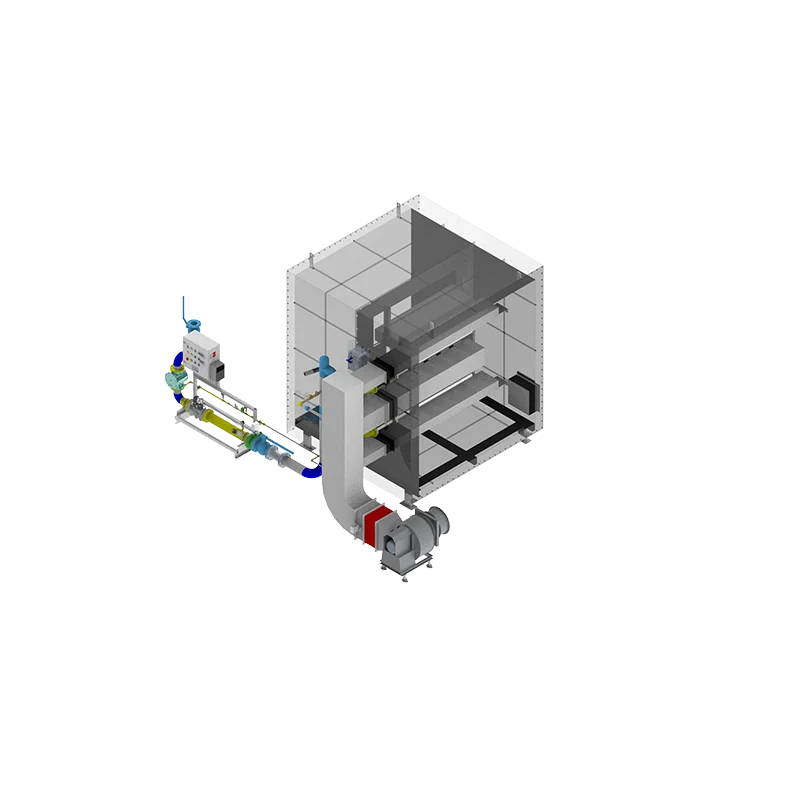
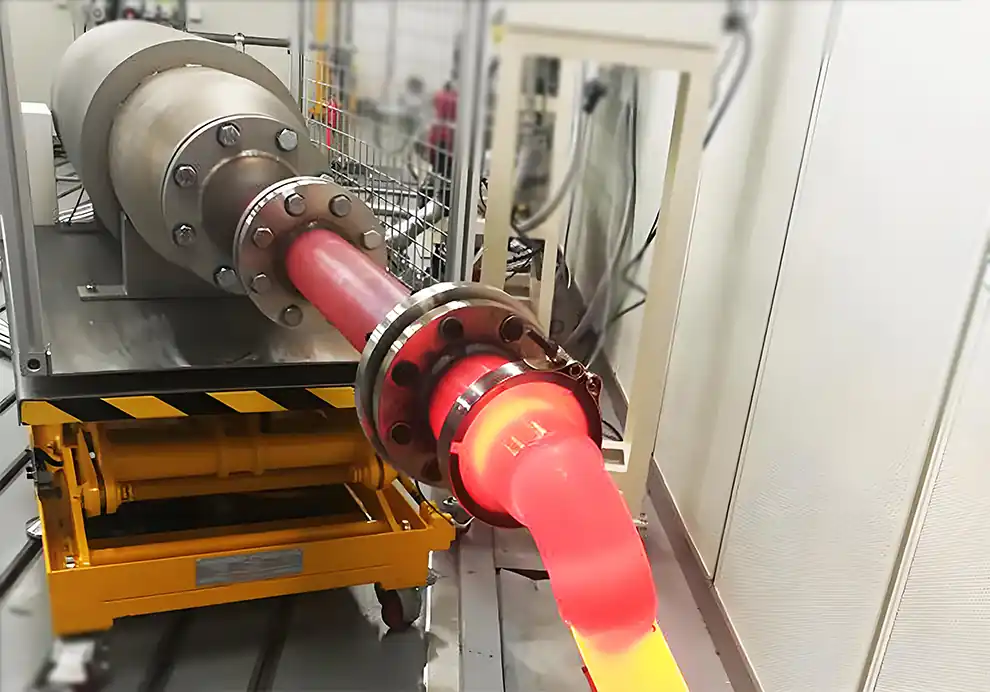
干这行的老师傅都知道,马蹄窑怕的不是温度不够高,而是温度 “不匀”。传统烧嘴容易形成硬火苗,导致窑内有的地方烧过了头,有的地方还没烧透,出来的产品变形、色差、生熟不一,成品率一直是个难题。
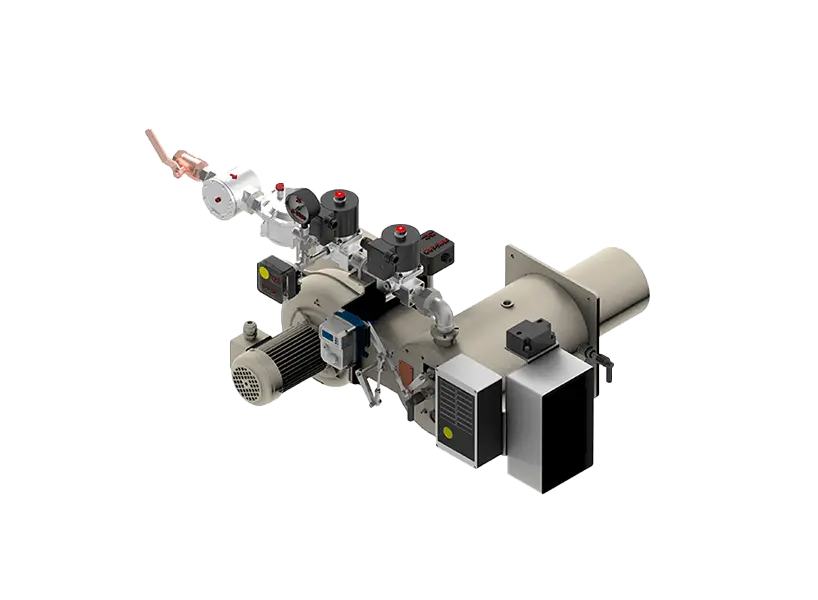
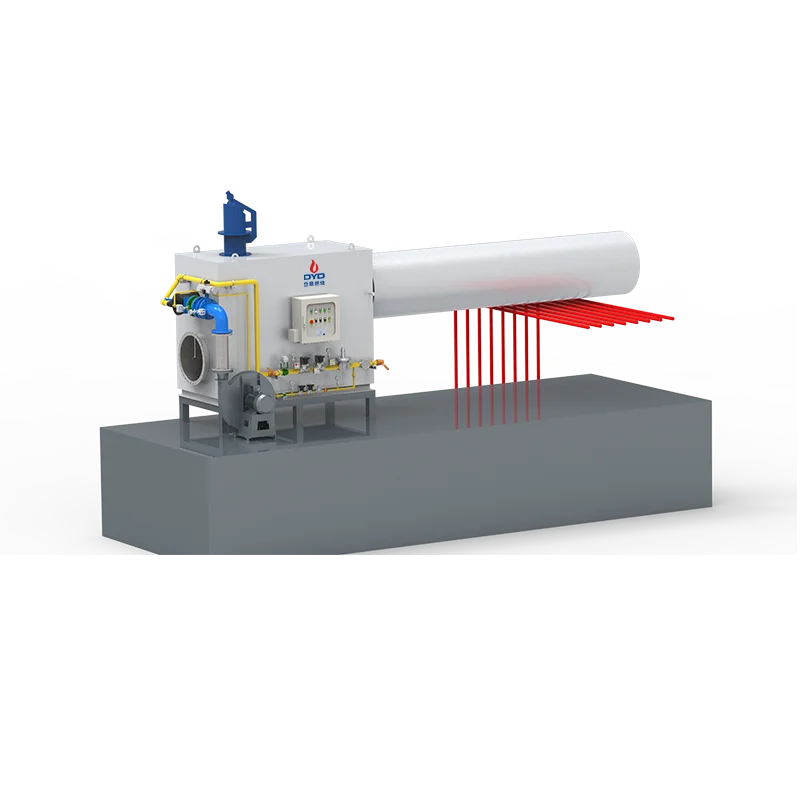
马蹄窑纯氧燃烧器,尤其是现在先进的无焰燃烧型号,在这方面表现突出。它烧起来的感觉更像是在窑内铺开一层均匀的 “热毯子”。比如业内有些口碑不错的设计,像那种全氧无焰燃烧器,当窑温超过 800℃后,火焰几乎消失,热量主要通过辐射的方式温和、均匀地散发出去。这样就避免了火焰直冲物料造成的局部过热。窑内前后左右的温差变得非常小,产品是在一个稳定、均匀的热环境里烧成的,所以烧出来的东西一致性特别好,优等品率自然就上去了。
现在开工厂,环保是头顶的 “紧箍咒”。传统燃烧产生氮氧化物(NOx)是个老大难问题,主要是因为高温下空气中的氮气被 “烤” 化了。环保局盯着排放数据,企业主心里也发慌。
而马蹄窑纯氧燃烧器 从源头上就把这条路给堵上了。既然助燃介质里几乎没了氮气,那热力型 NOx 的生成也就无从谈起。同时,因为氧气足,燃料烧得特别干净彻底,一氧化碳和未燃烧的烃类污染物也微乎其微。很多采用这项技术的窑炉,排放数据远低于国家最严标准,真正实现了清洁生产。这不仅省下了潜在的排污费,更让企业在面对环保检查时底气十足,形象也绿色了不少。
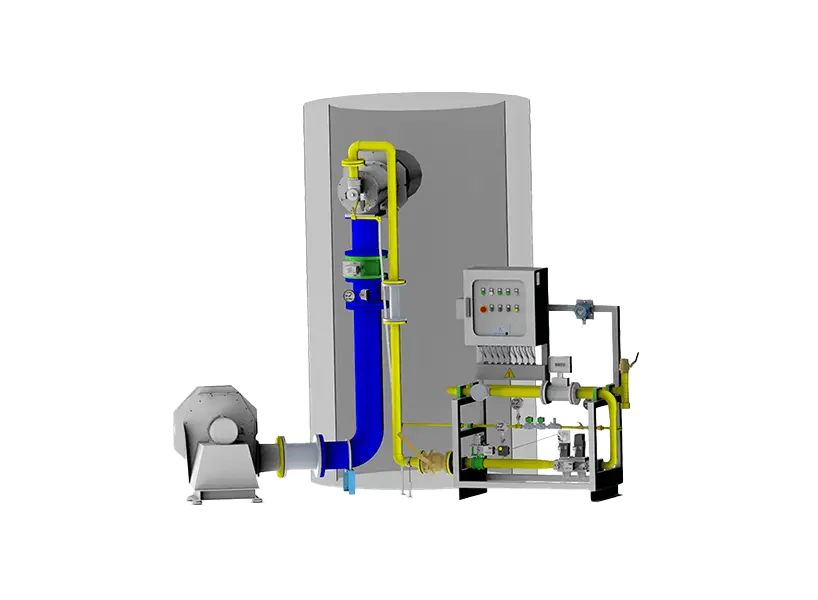
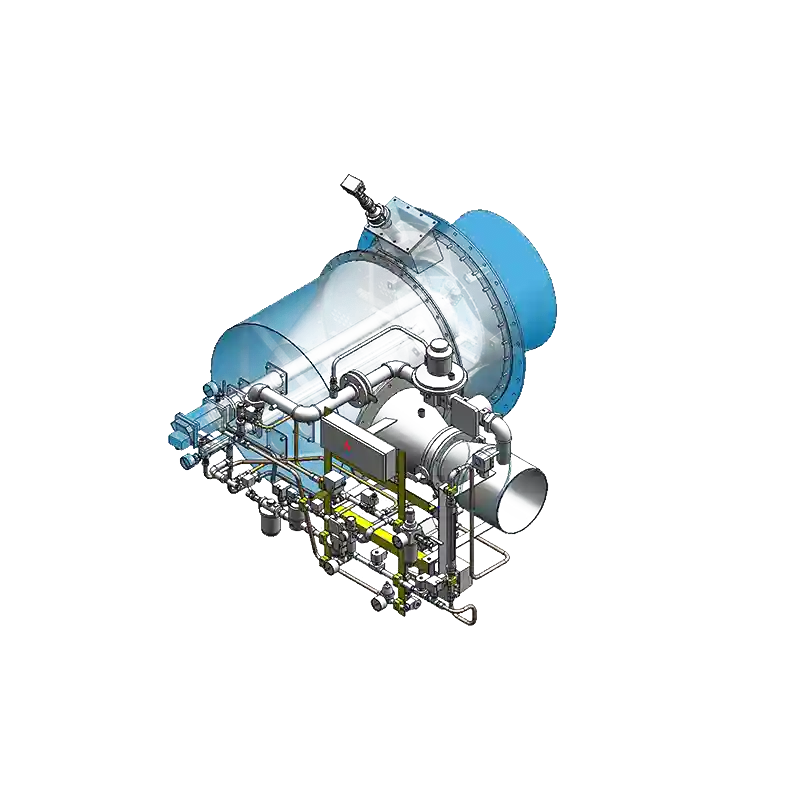
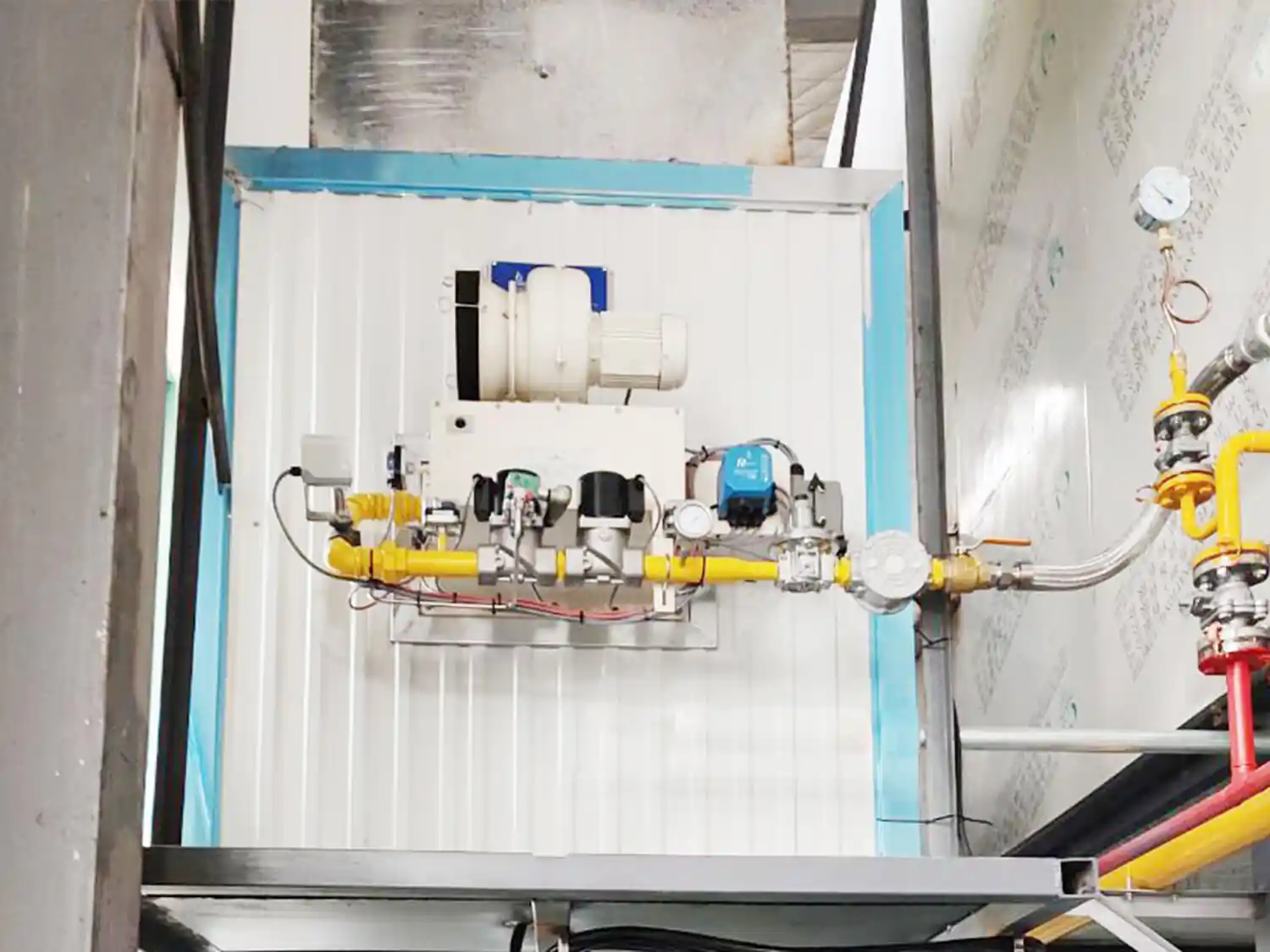
好技术还得有好产品和服务来落地。市场上牌子不少,怎么选对一个马蹄窑纯氧燃烧器厂家 很关键。光看价格不行,得看 “内功”。
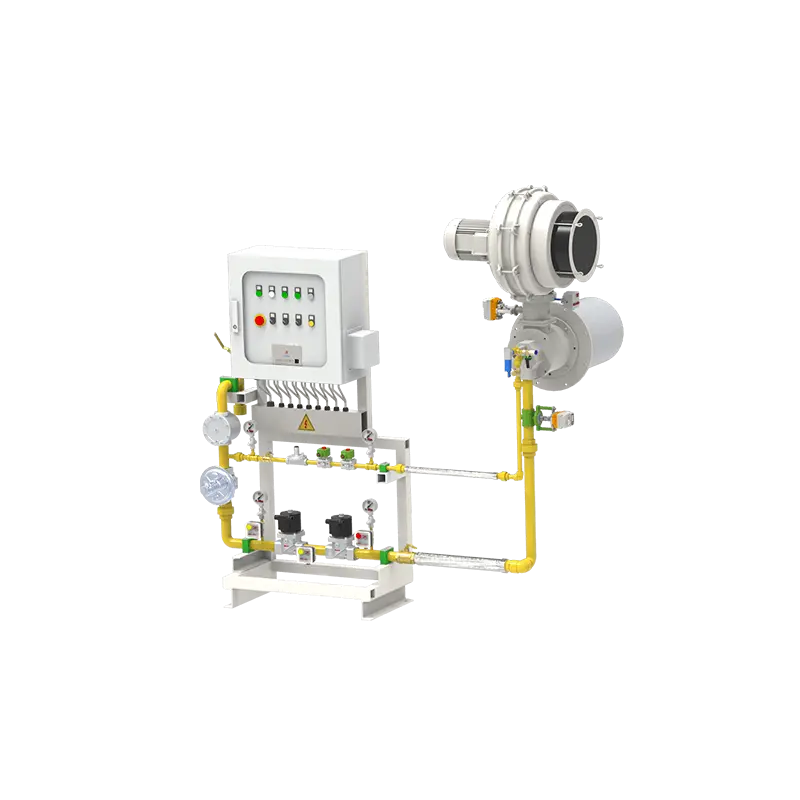
首先,得看厂家能不能 “量体裁衣”。好的厂家不是简单卖你个标准燃烧器,而是能根据你家窑炉的具体尺寸、工艺曲线(比如升温曲线、保温时间)、用的燃料特性,来做定制化的燃烧系统设计。有些有实力的厂家会用到 CFD 热力仿真技术,先在电脑里模拟出火焰和温度场,确保设计合理。
其次,看厂家的 “硬实力”。有没有自己的研发团队和核心专利?生产质量控制是否严格(比如有没有 ISO9001 这类体系认证)?最后,售后服务网络是否健全?燃烧器安装调试是个技术活,后期维护响应快不快,直接关系到生产线的连续稳定。这些细节,都是在签合同前需要摸清楚的。

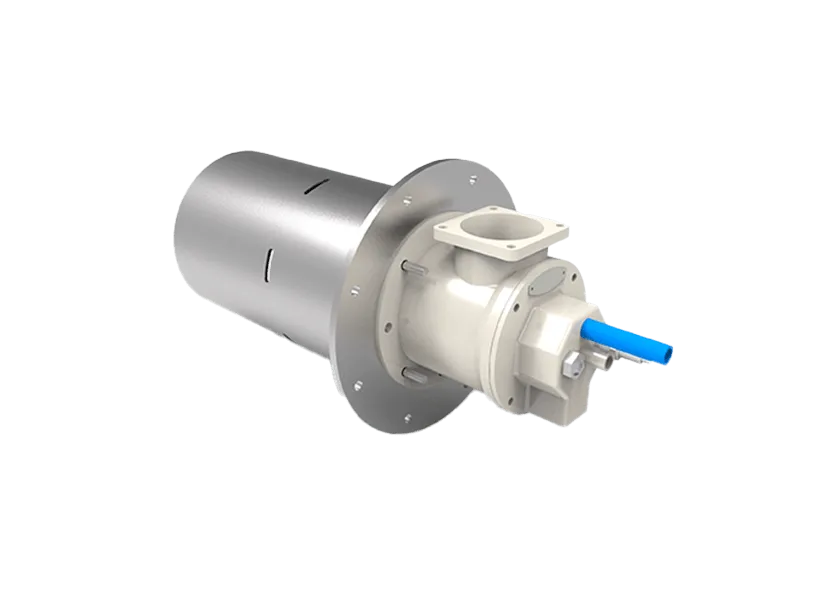
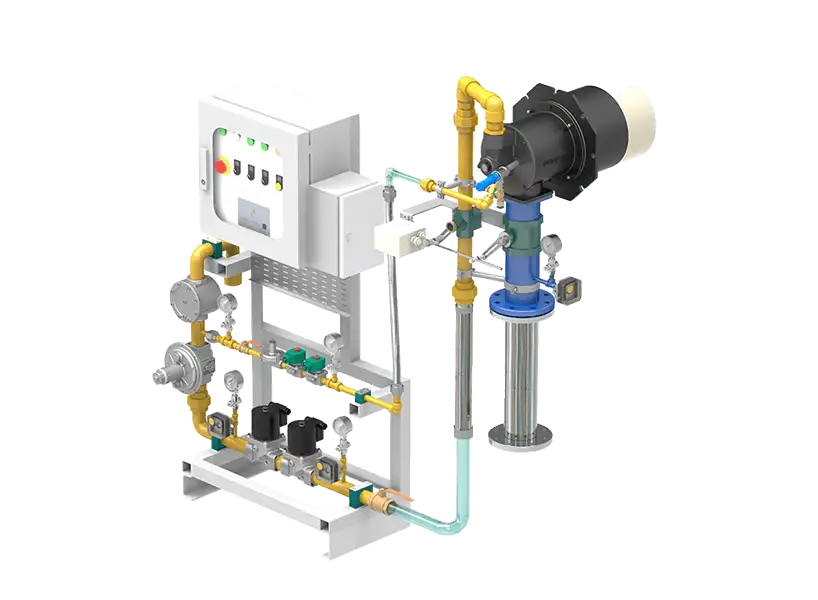
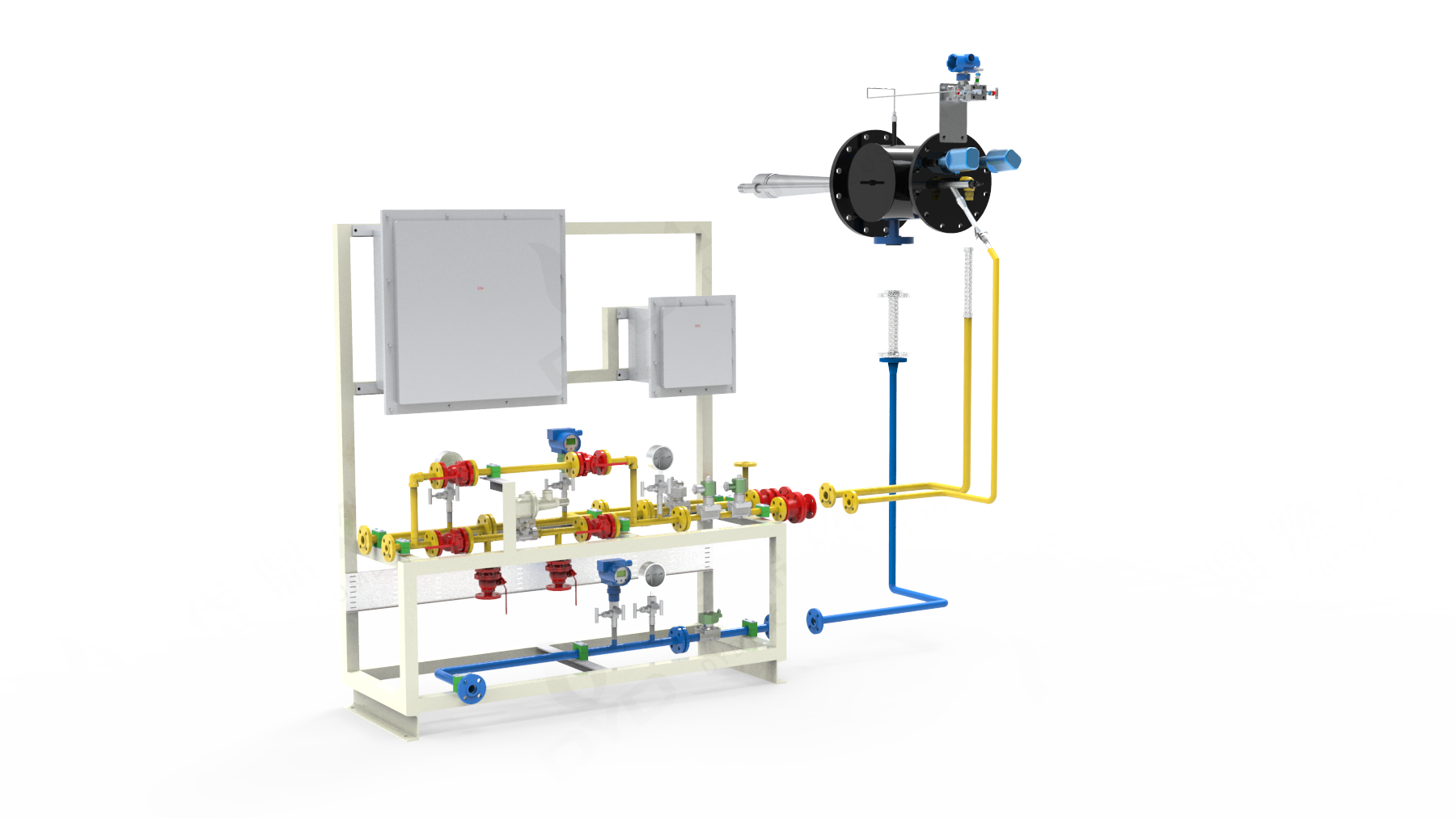
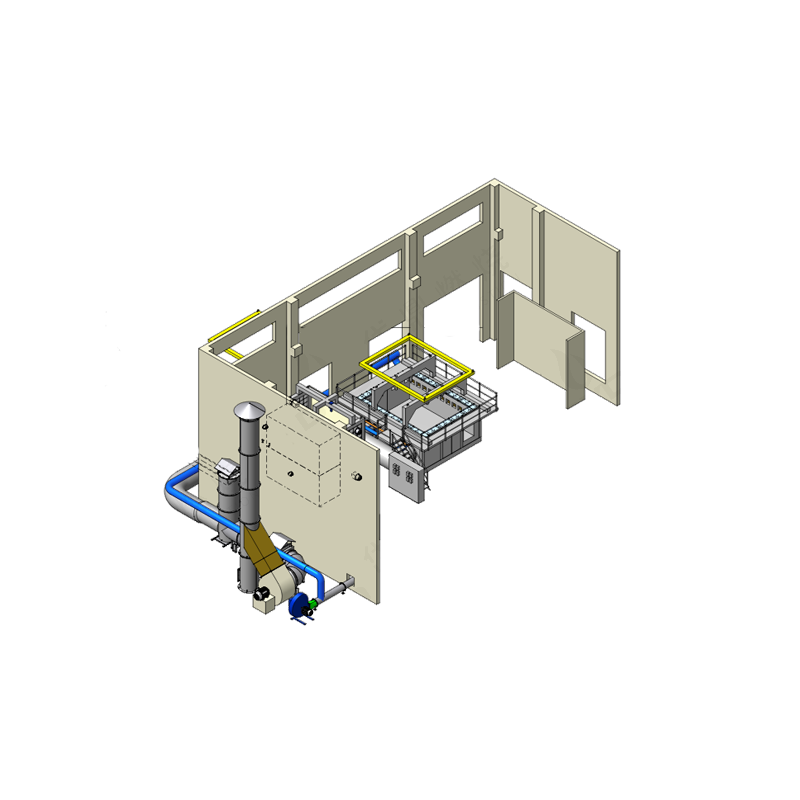
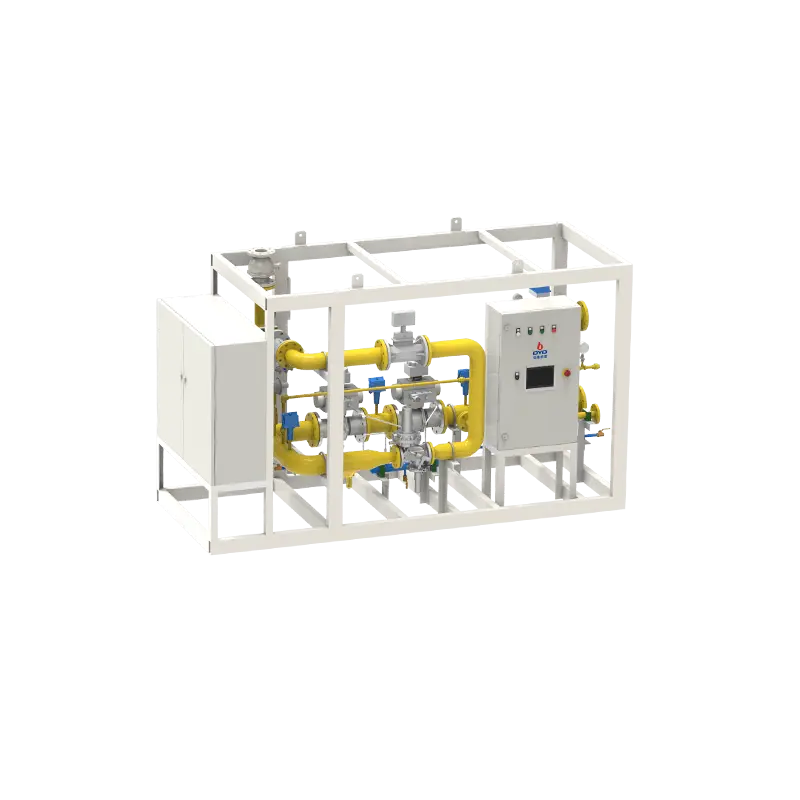
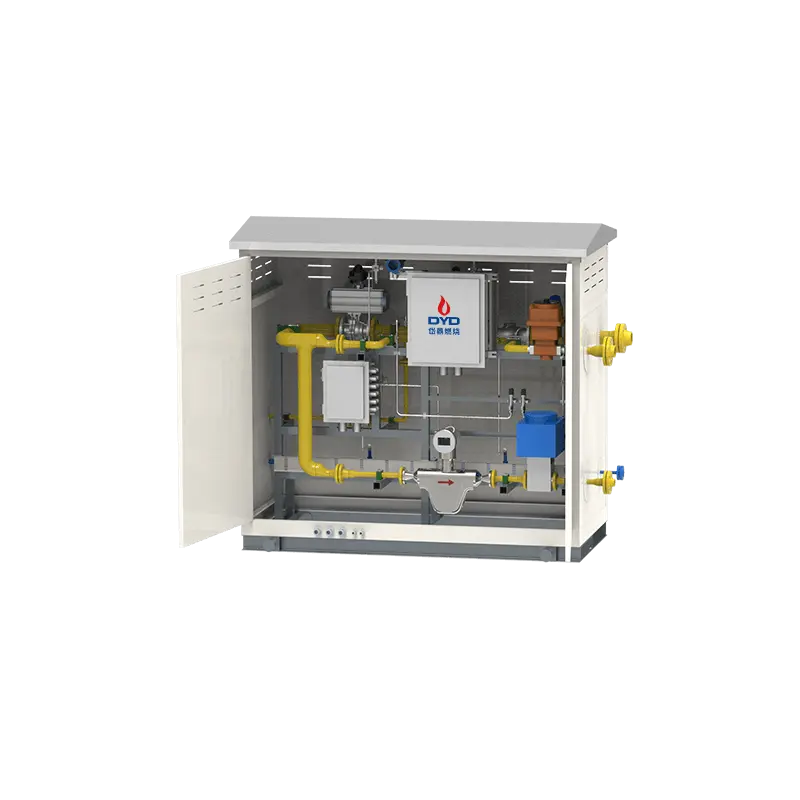
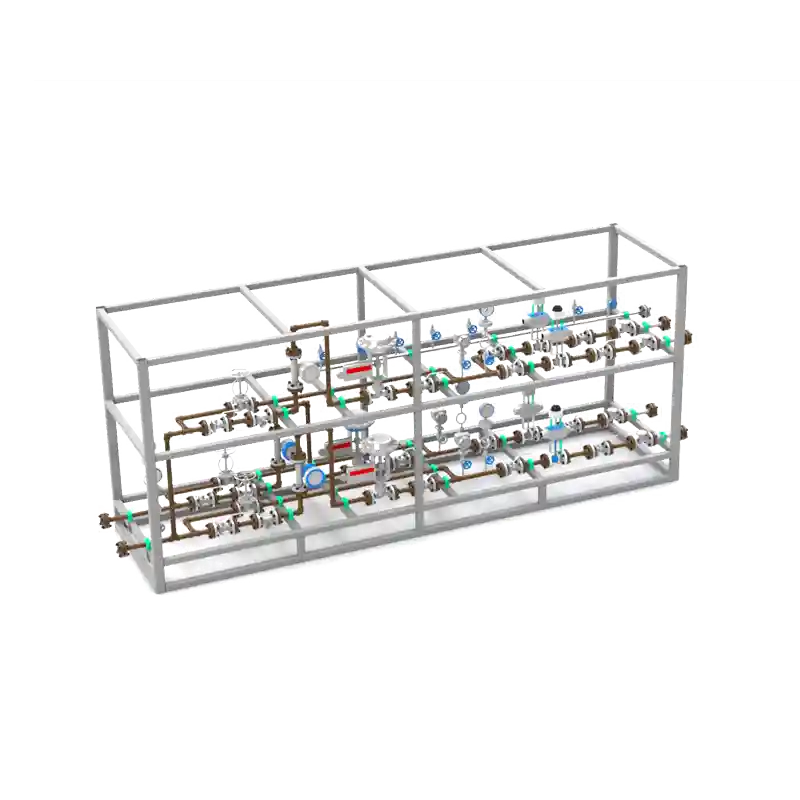
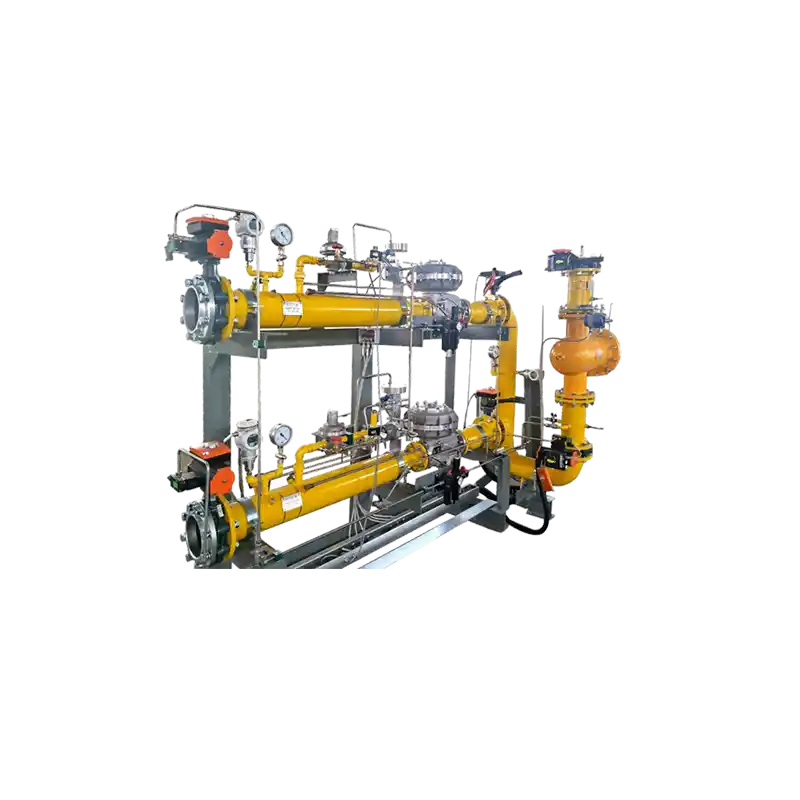
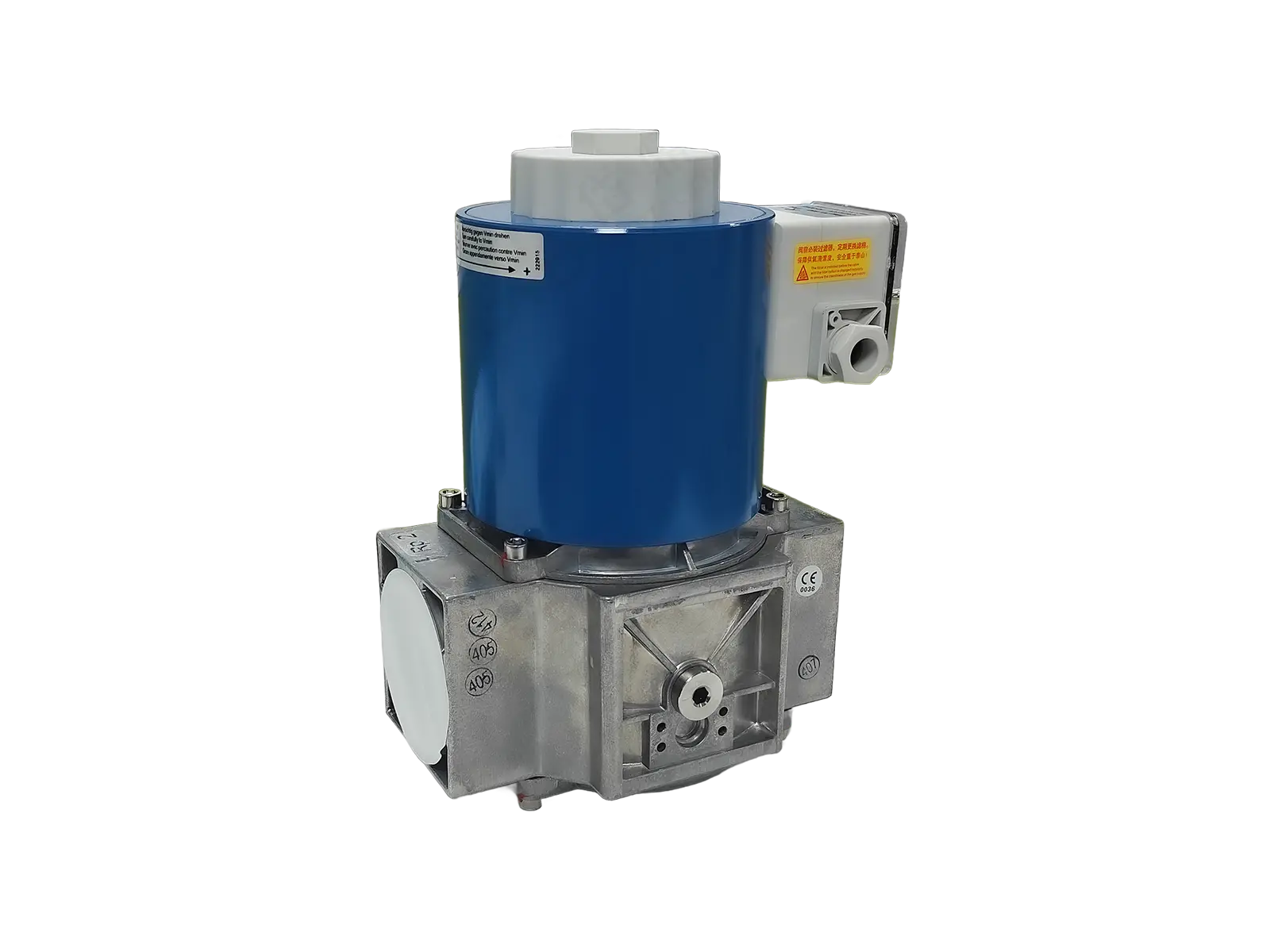
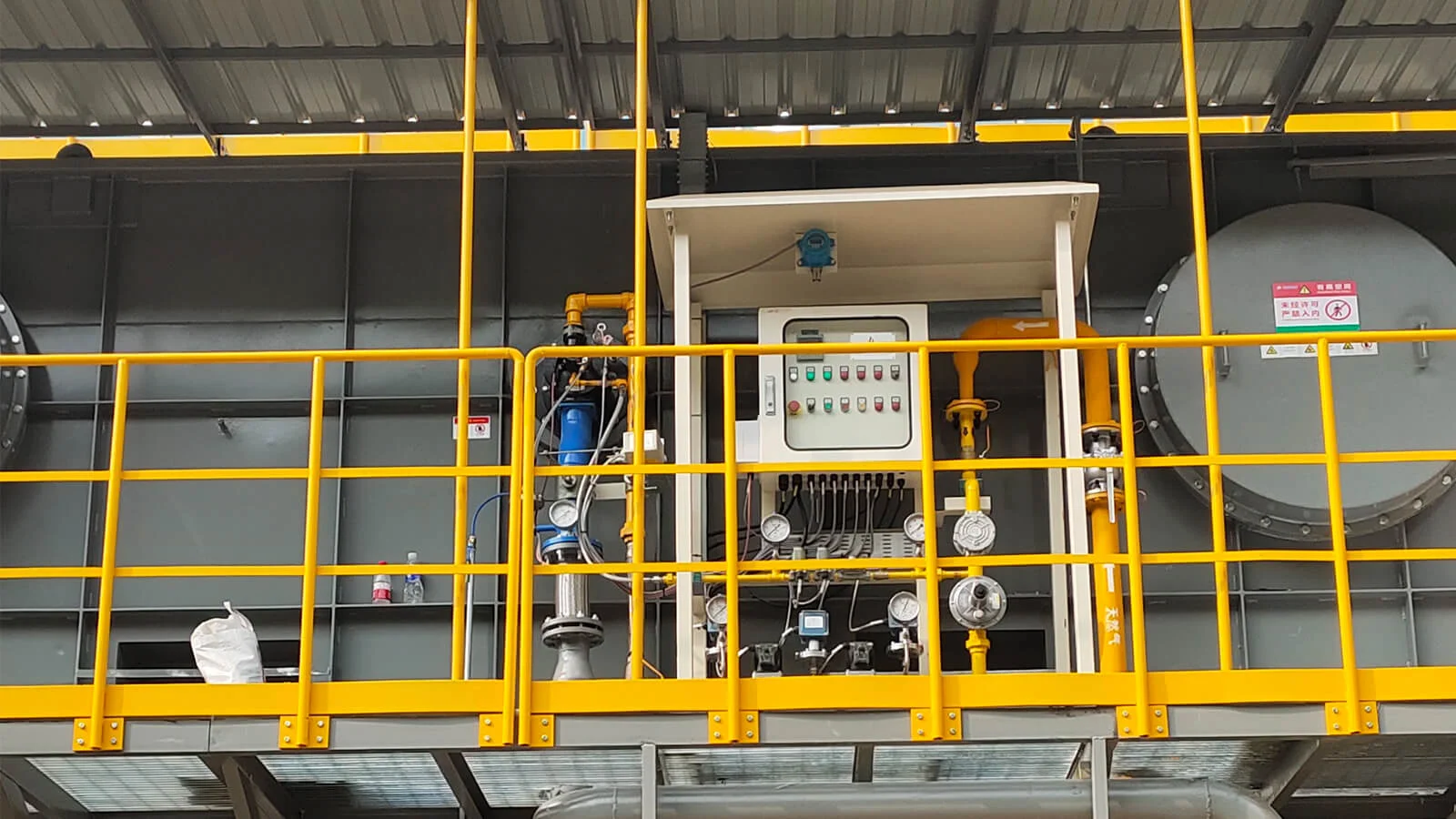
(马蹄窑纯氧燃烧器厂家)
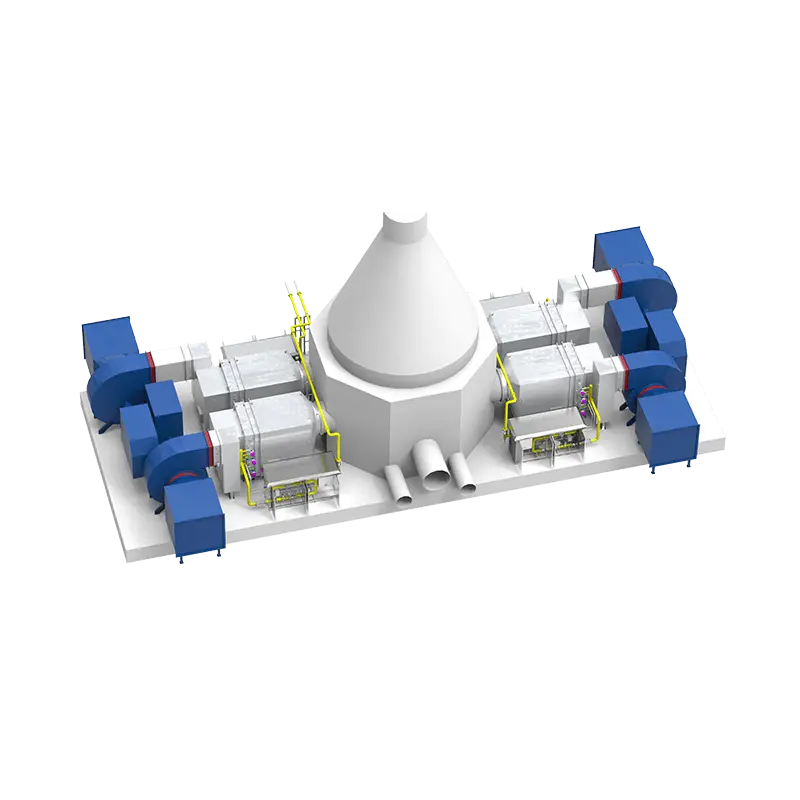
放眼未来,随着 “双碳” 目标成为国家战略,工业领域的节能降耗只会越来越深入。马蹄窑纯氧燃烧器 的应用,绝不仅仅是换一个烧嘴那么简单。它正在成为推动整个行业向高端化、智能化、绿色化转型的一个关键支点。
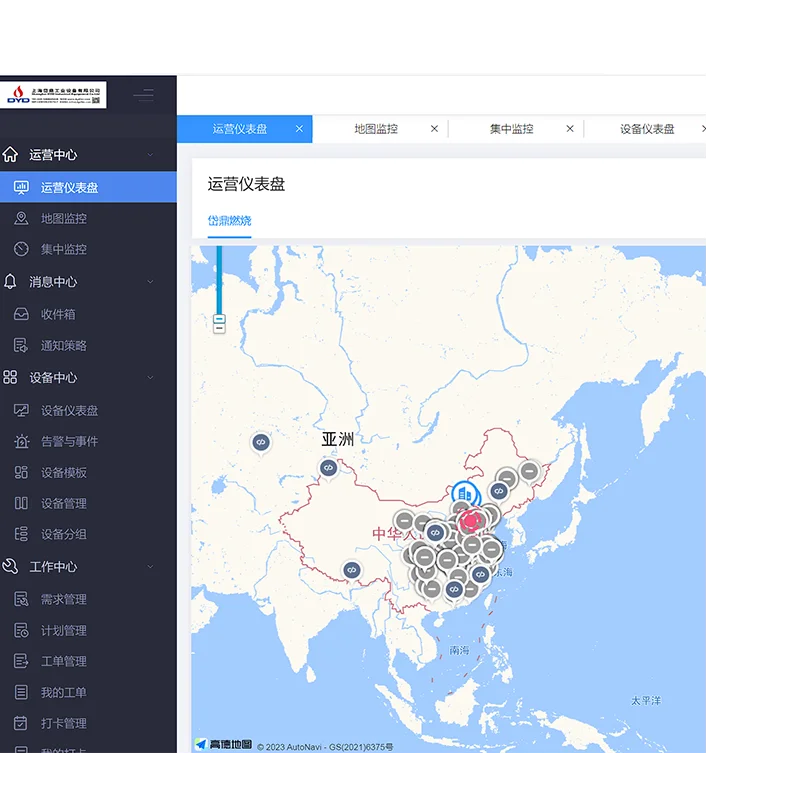
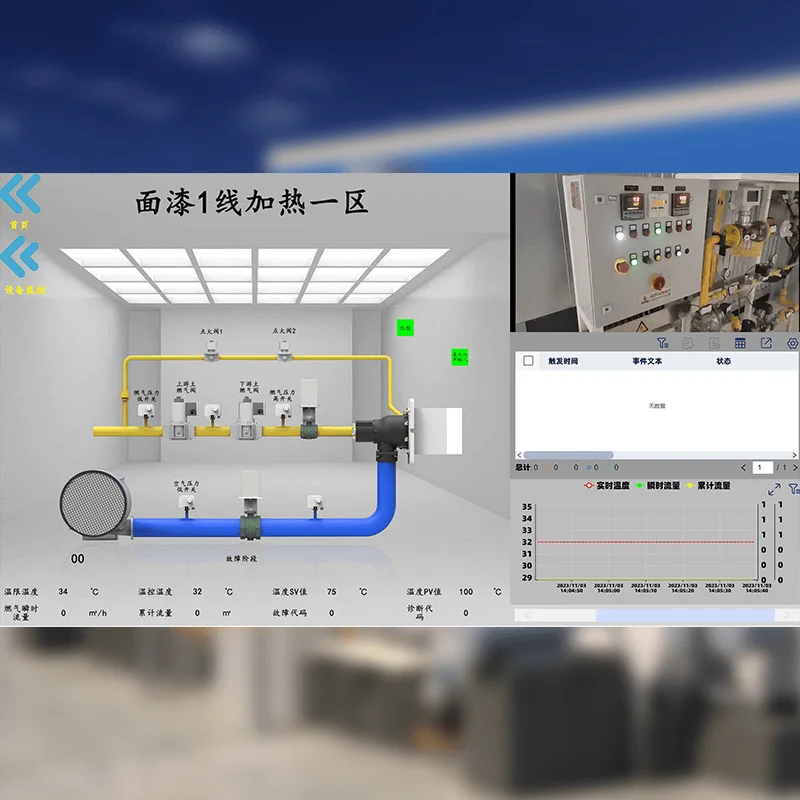
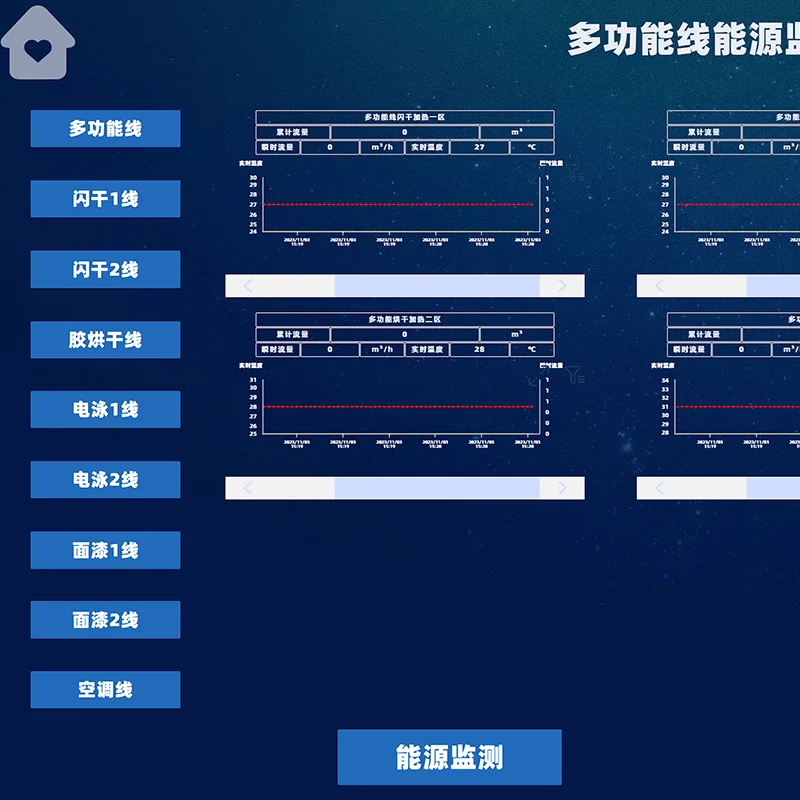
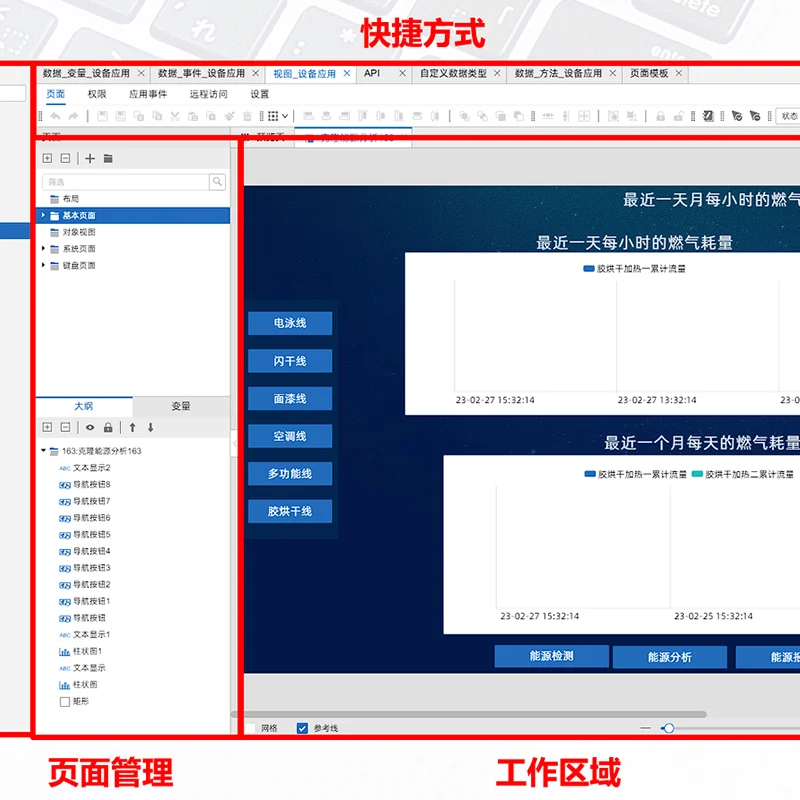
我们可以预见,未来的纯氧燃烧系统,会更多地与物联网技术结合。通过在窑炉关键部位安装传感器,实时监测温度、压力、排放数据,并上传到云端平台。管理者在手机或电脑上就能远程监控窑炉运行状态,系统还能通过算法分析,自动优化燃烧参数,实现更精细化的能源管理,把节能潜力挖到极致。
说到这儿,不得不提一下我们岱鼎燃烧。从 2008 年成立算起,我们在这行里埋头钻研了十六年,一心就扑在燃烧技术这件事上。公司现在有 11000 平米的现代化厂区,技术工程师团队超过 150 人,国家级高新技术企业的牌子是对我们研发能力的一种认可。我们手里有 30 多项专利,还建了自己的 CFD 热力仿真实验室,就是为了能把燃烧方案做得更精准。