在饲料厂里待过的朋友都知道,烘干这道工序,那可是 “失之毫厘,谬以千里”。成品水分多一分少一分,颜色深一度浅一度,都直接关系到饲料的卖相和品质。而这一切的背后,那个默默提供热源的 “心脏”——饲料烘干燃烧器,往往被忽视,却扮演着决定性的角色。现在行业里都在提降本增效、绿色生产,选对一台高效、稳定又环保的燃烧器,已经不是 “锦上添花”,而是关乎成本、安全和市场竞争力的 “生死线”。
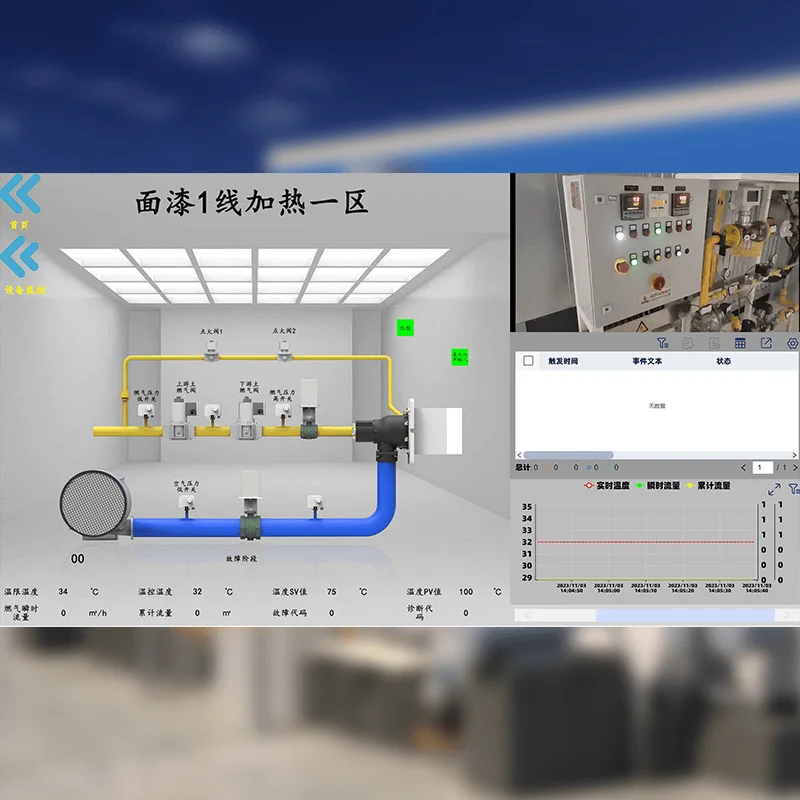
咱们烘干的是饲料原料,像玉米、豆粕这些,金贵得很。温度太高了,营养流失不说,还容易烤焦、产生有害物质;温度不稳、忽高忽低,烘干出来水分不均,后道工序全是麻烦。所以,一台好的饲料烘干燃烧器,首先得是个 “温控高手”。它必须能精准地把控火力,根据物料含水量的变化,灵活调节输出热量。这就好比厨师炒菜,要的是文火慢炖还是猛火爆炒,得随时能调。
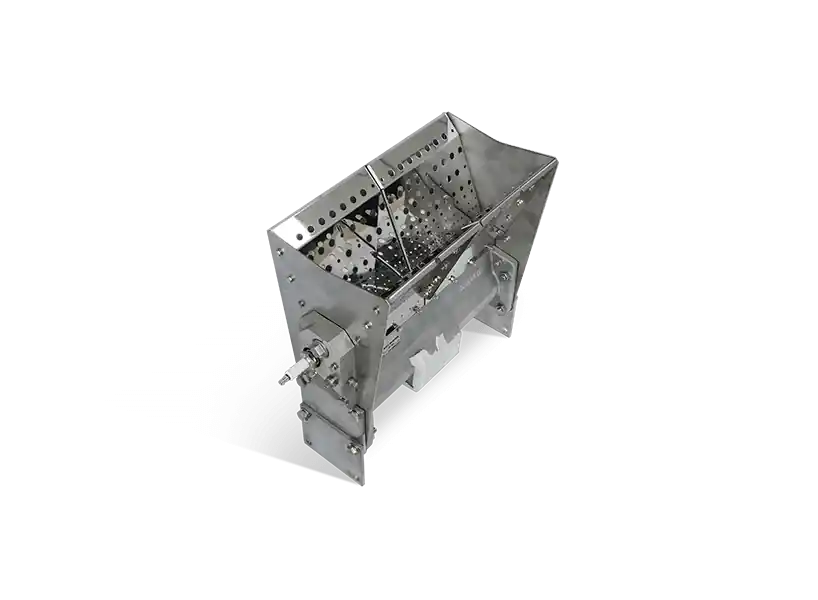
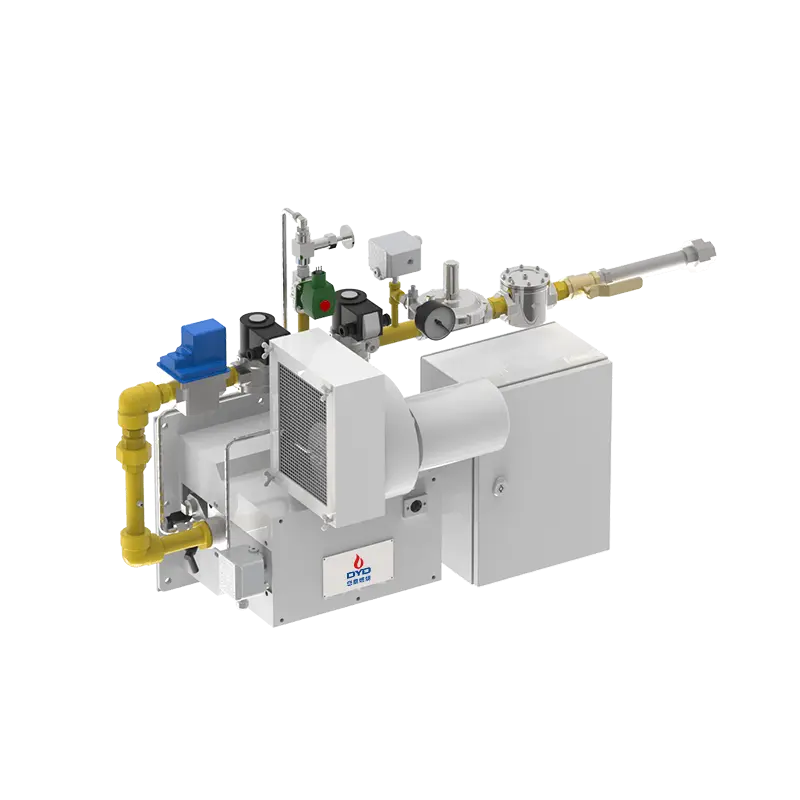
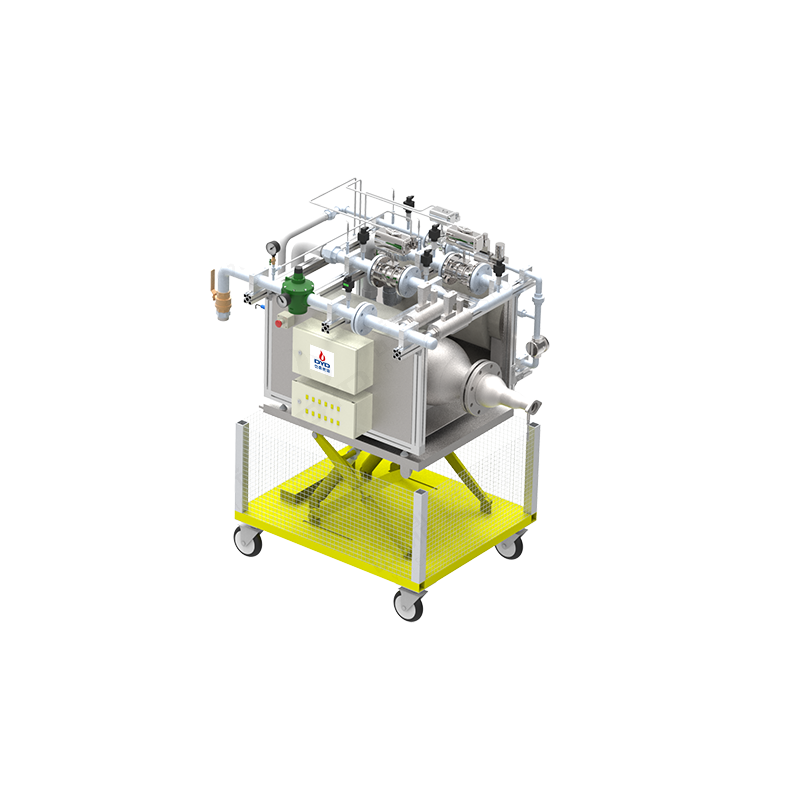
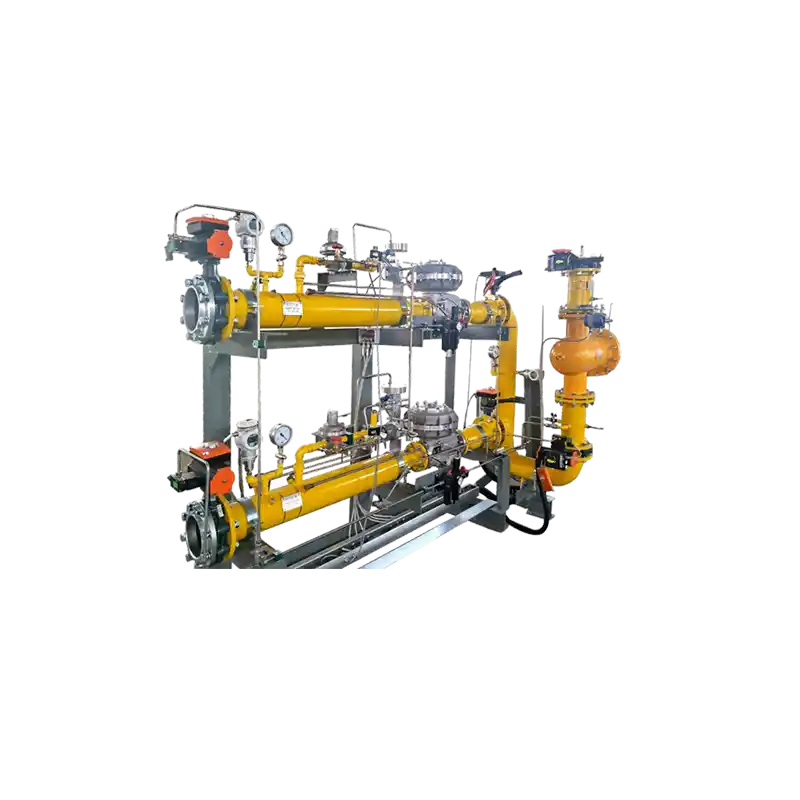
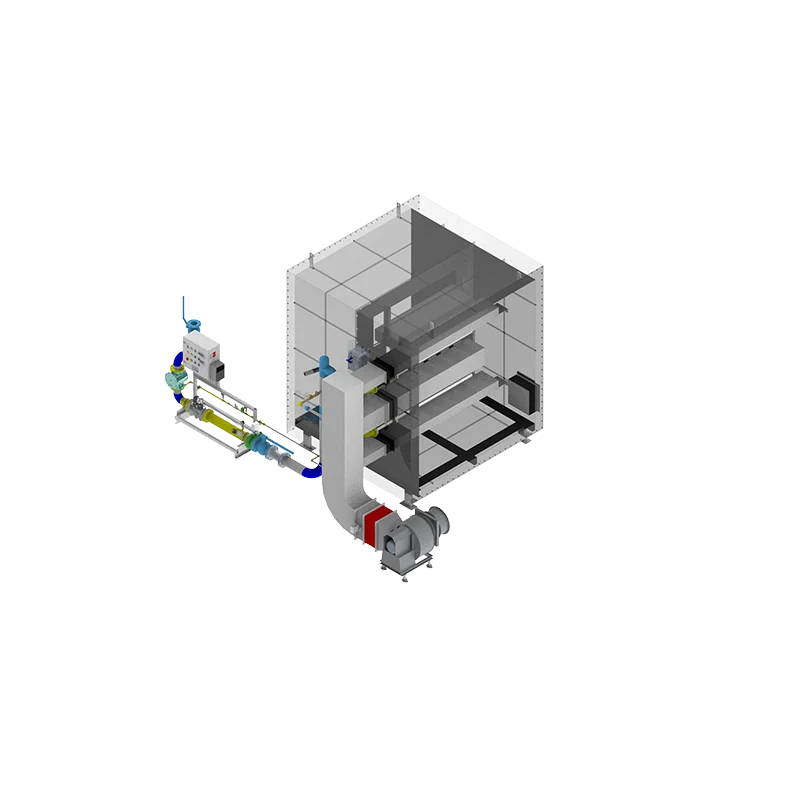
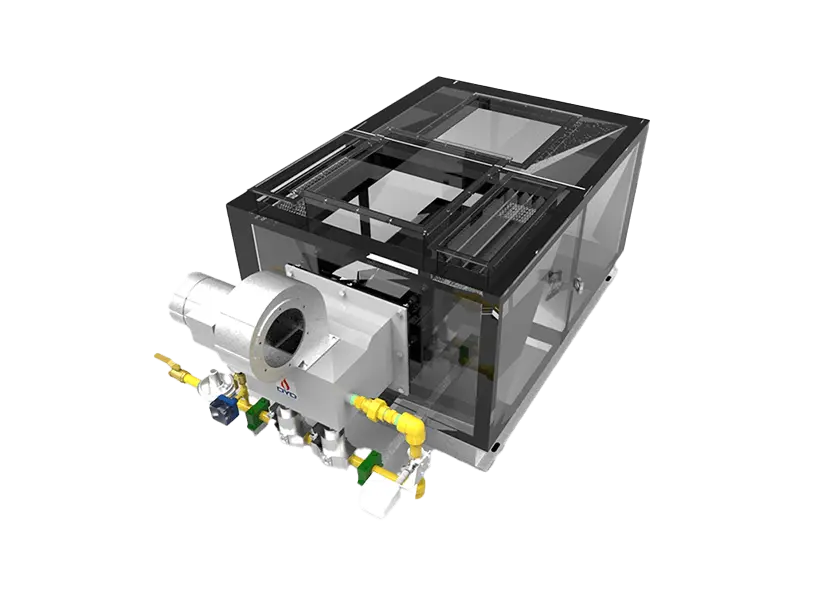
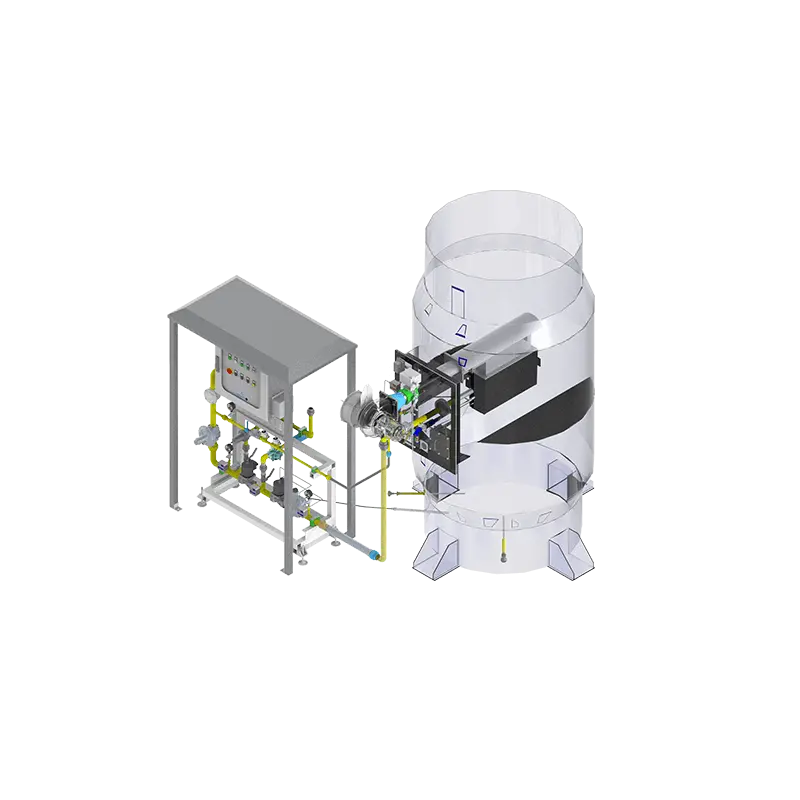
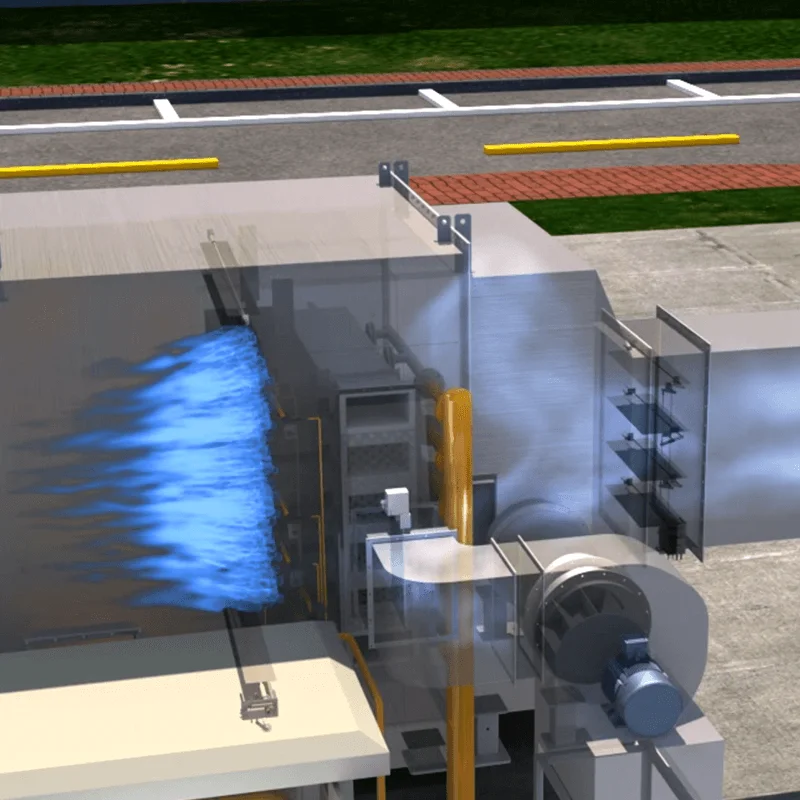
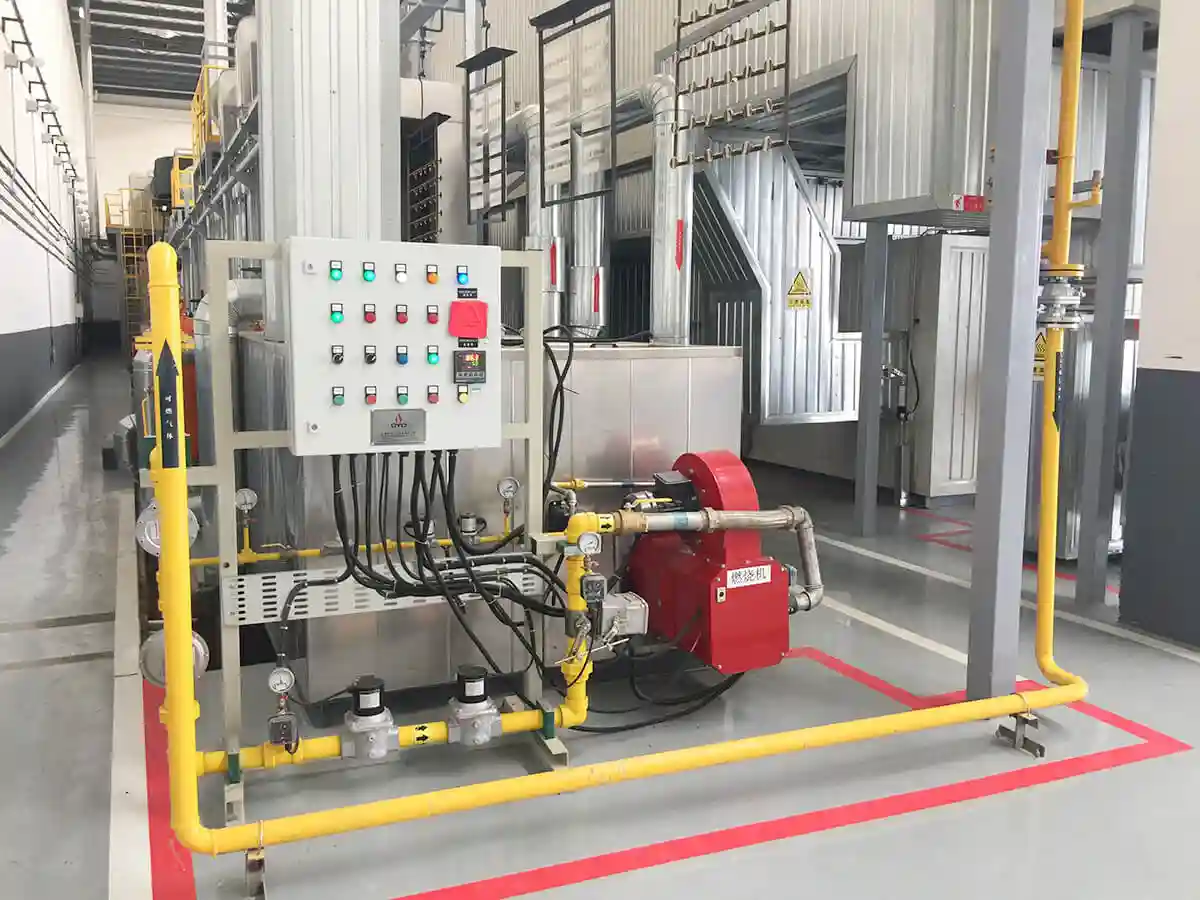
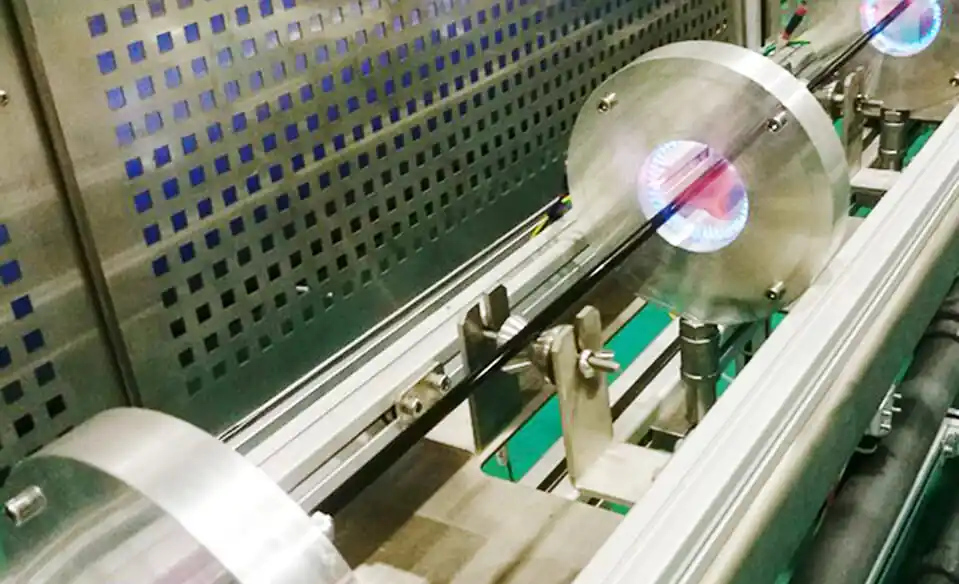
光会调温还不够,燃烧还得干净。要是燃料烧不透,冒黑烟或者产生有害气体混进热风里,那可就污染饲料了,食品安全的大帽子谁也戴不起。所以,燃烧充分、热风洁净是硬指标。我们之前参观过一个项目,他们用的 Linofire-EB 系列燃烧器,调节比能达到 40:1,就像给烘干机装上了 “无级变速”,热负荷波动再大也能稳稳跟上,出来的热风既稳定又干净。

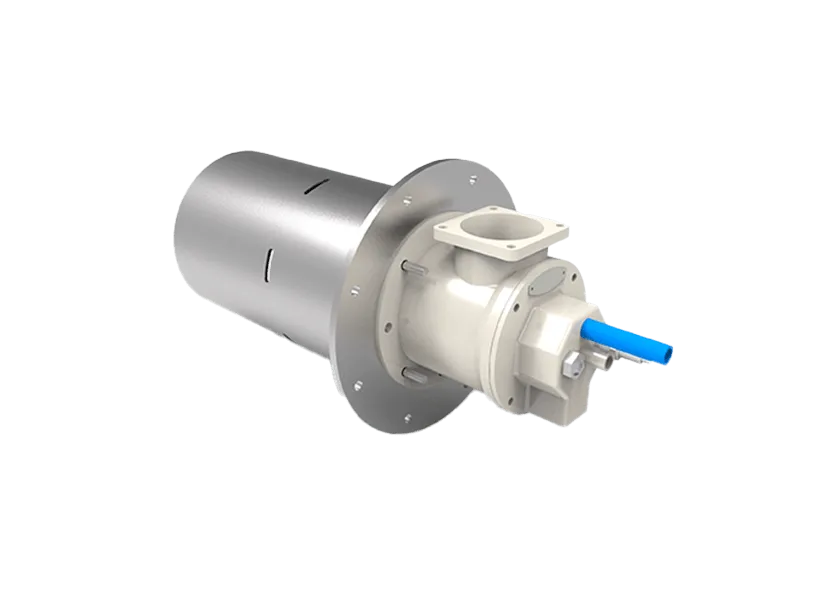
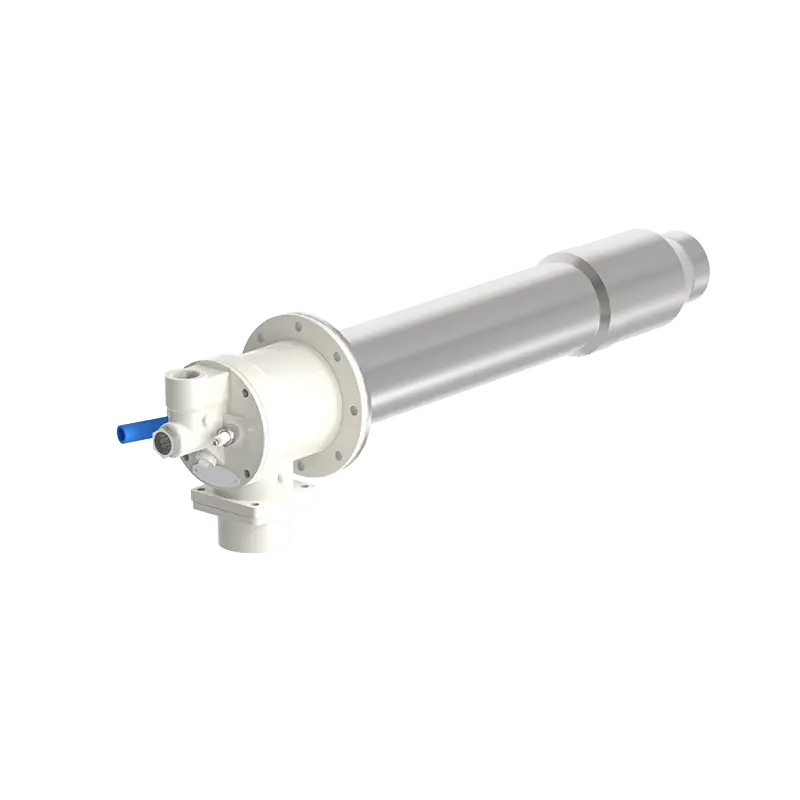
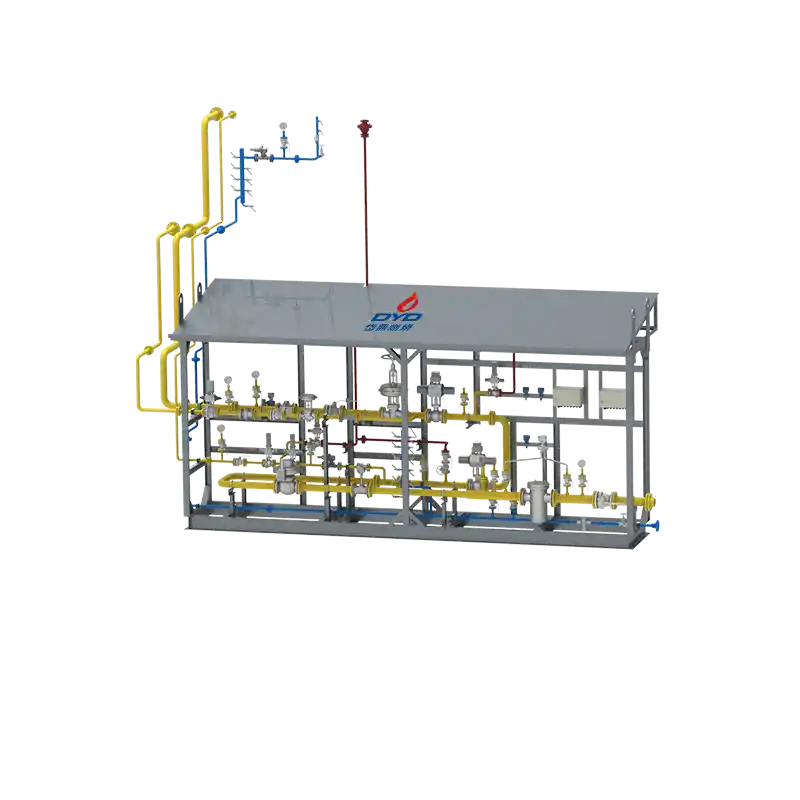
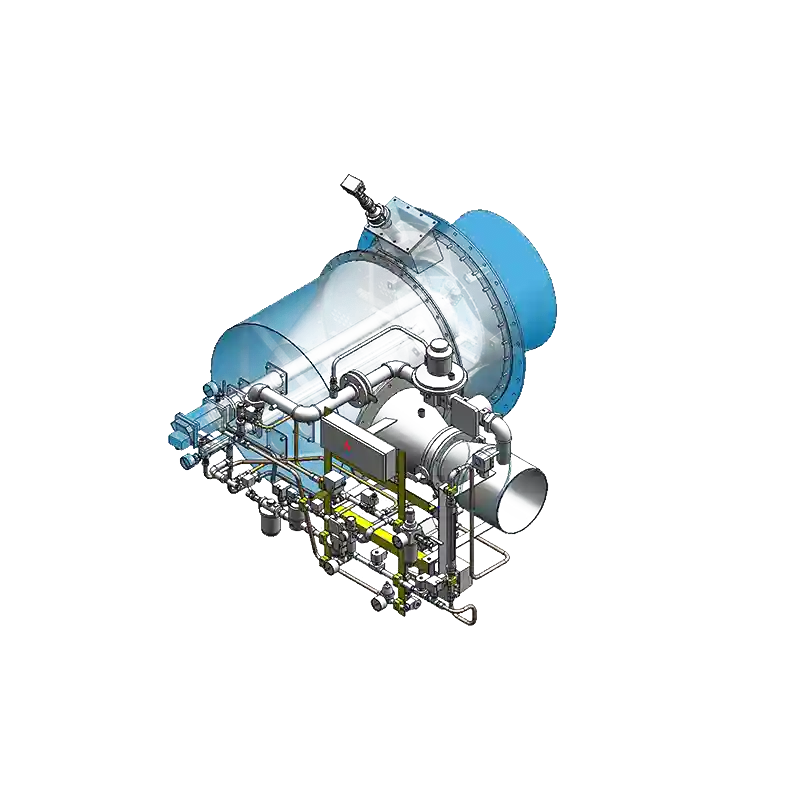
(天然气线性燃烧器)
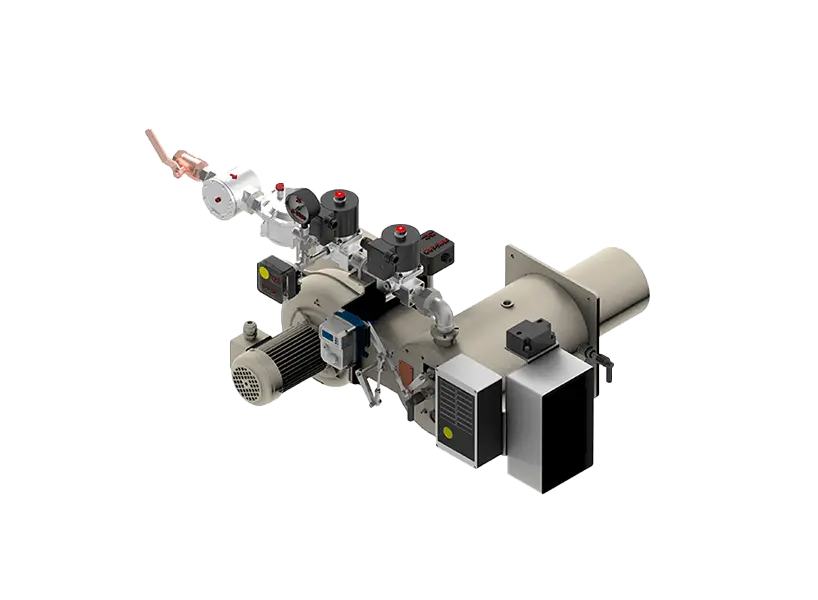
以前选燃烧器,主要看省不省燃料。现在不行了,环保部门的 “脸色” 也得看。氮氧化物(NOx)排放超标,分分钟让你停产整顿。所以,现在的饲料烘干燃烧器厂家,技术比拼的一个核心战场就是 “低氮”。那些老式的燃烧器,排放高,已经越来越不受待见。
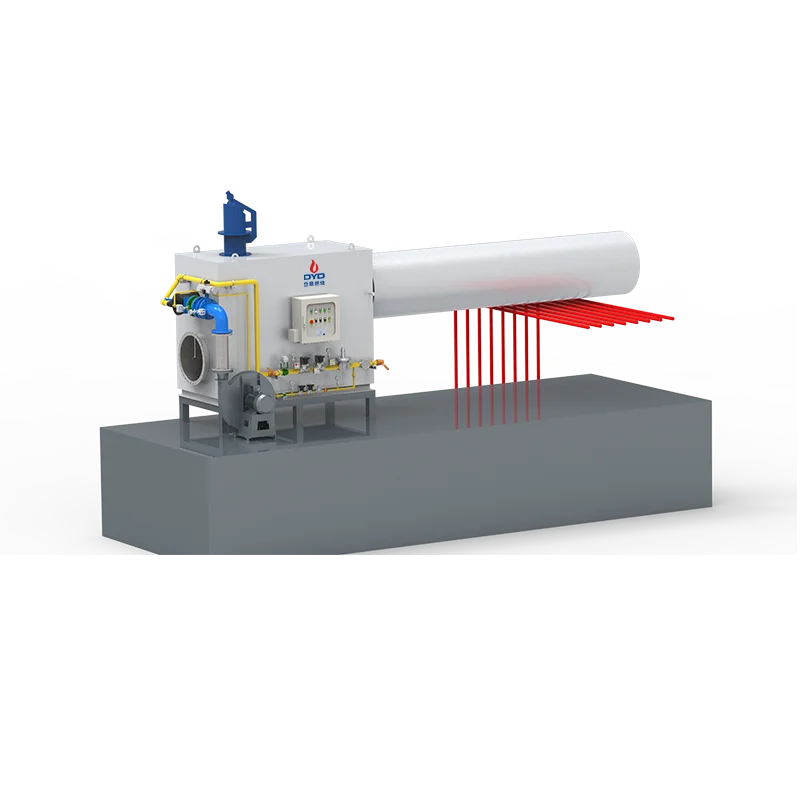
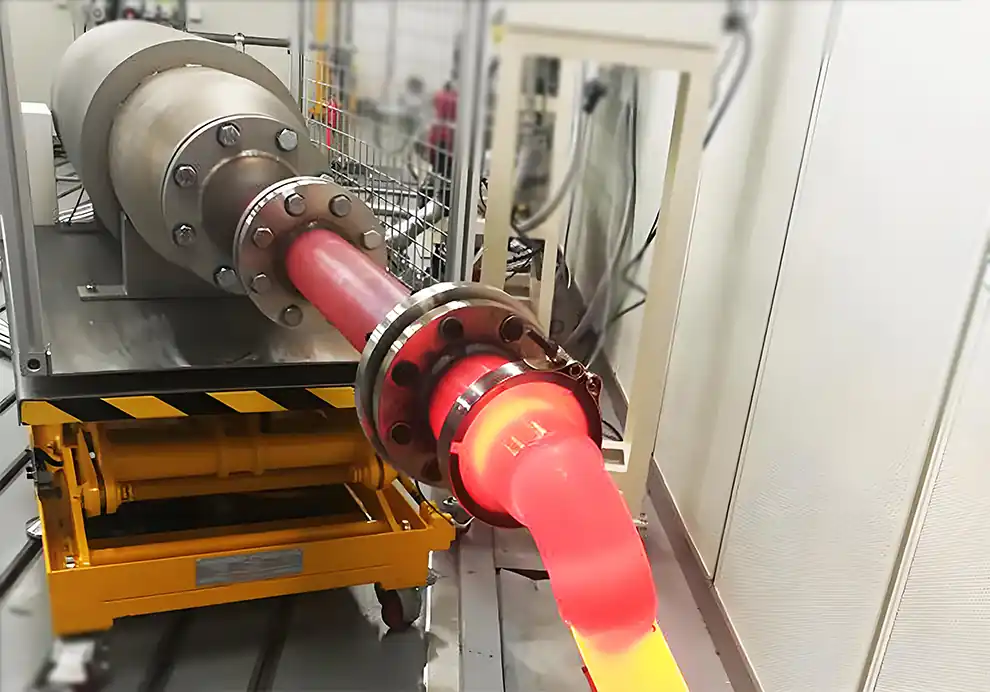
现在先进的技术,比如分级燃烧、烟气再循环这些,目的就是让燃料 “温柔” 地烧起来,避免产生高温氮氧化物。像前面提到的低氮型燃烧器,它的火焰设计得比较短,在炉膛里快速均匀加热,减少了高温区域,从根儿上就把 NOx 给压下去了。这不仅是应对检查,更是企业社会责任和长远发展的需要。
饲料生产线一开就是 24 小时连轴转,最怕设备中途 “撂挑子”。燃烧器要是突然罢工,整条线都得停,那损失可是按分钟计算的。所以,可靠性是饲料烘干燃烧器的底线。结构得扎实,耐得住长期高温烘烤;安全保护系统要灵敏,熄火、超温了必须马上自动切断,不能有一丝含糊。
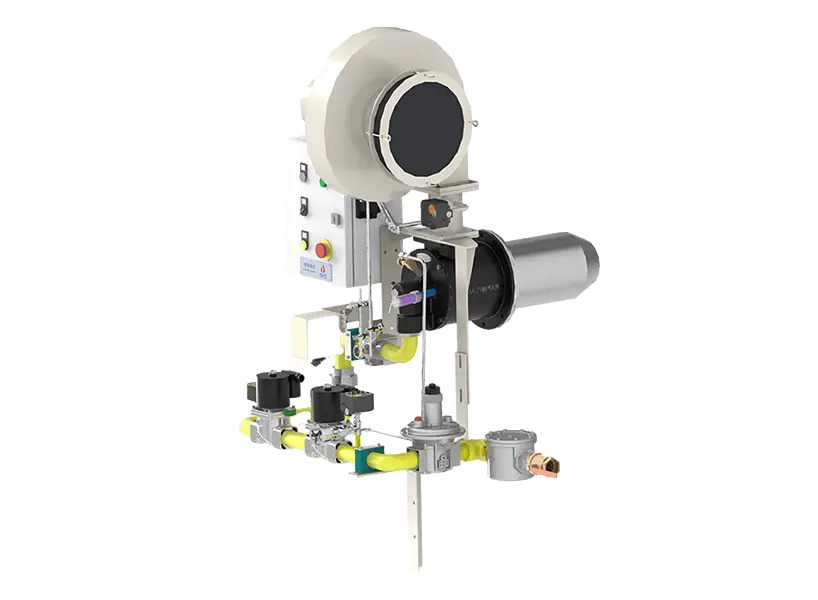
这几年,我们还发现一个趋势:模块化设计。比如,把燃烧器做成额定功率 293kW 一个的标准模块。你需要多大功率,就像搭积木一样组合几个模块。这样做的好处太明显了:一是以后生产线扩产,增加模块就行,不用整体换掉;二是哪个模块出问题了,维修更换也方便,不影响其他部分工作。这种设计思路,实用又经济。
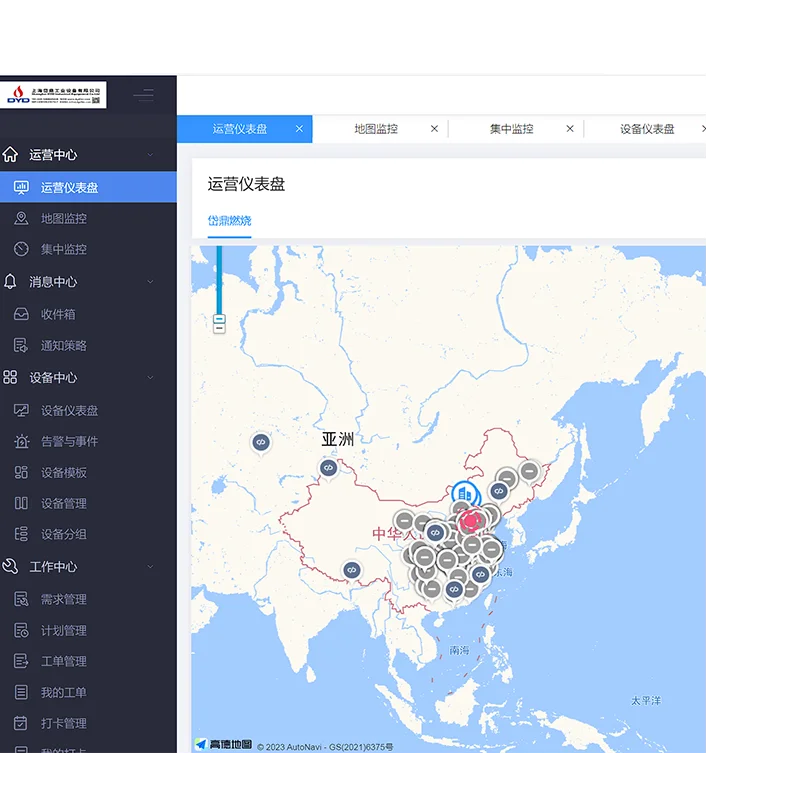
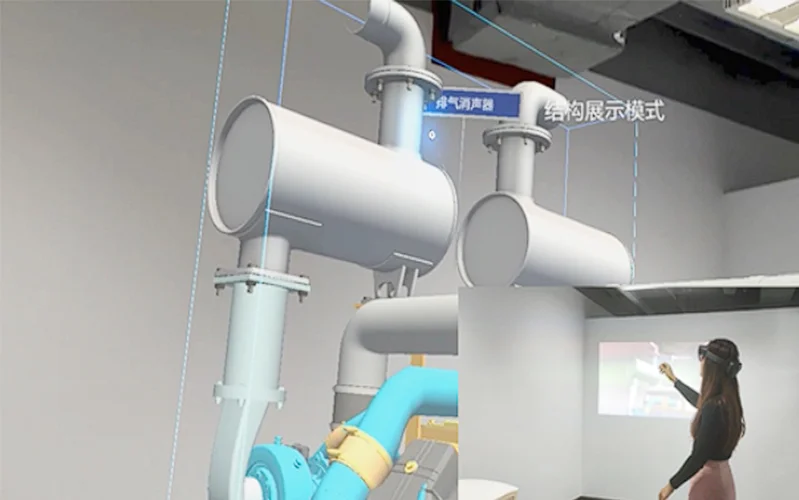
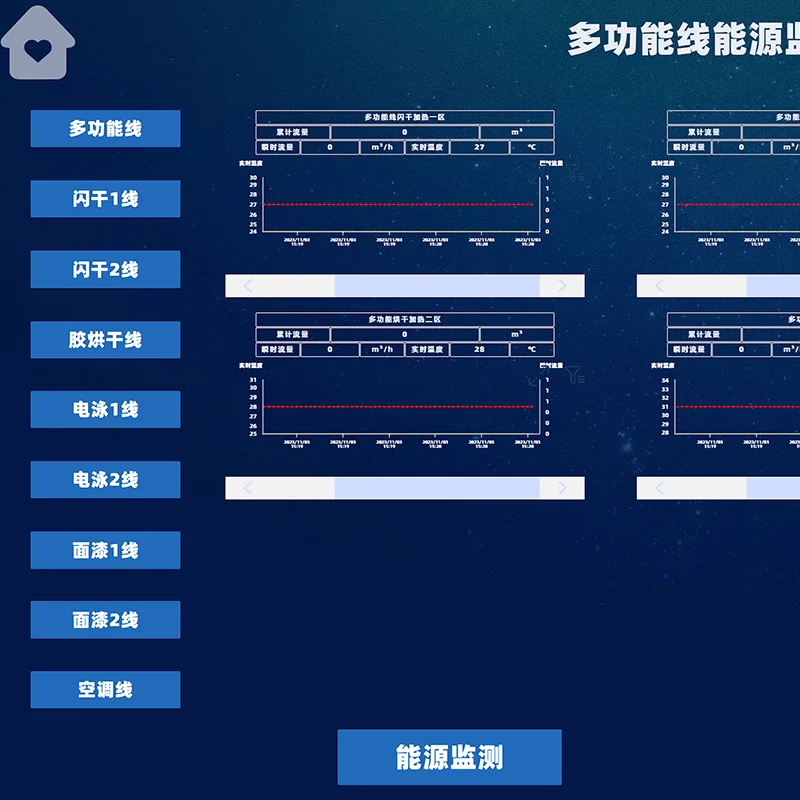
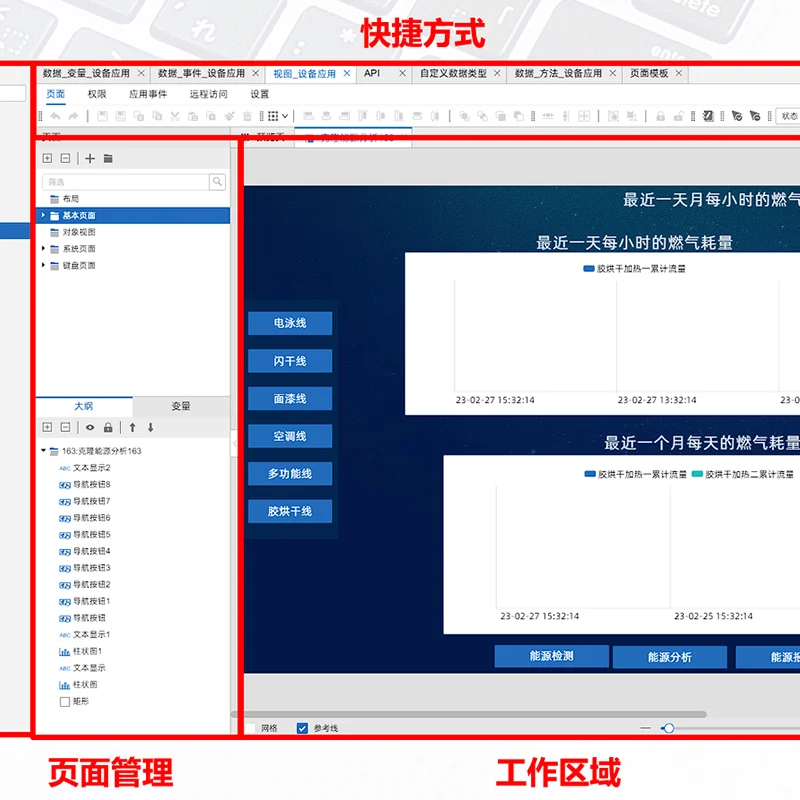
你有没有想过,燃烧器也能变得很 “聪明”?这不是科幻。新一代的饲料烘干燃烧器,很多都内置了智能大脑。它能实时监测燃烧状态、记录燃气消耗,还能根据实际情况自动微调到最佳工作点。更厉害的是,通过物联网,厂家工程师在办公室就能看到千里之外你厂里设备的运行数据。
这意味着什么?意味着可能设备自己还没 “喊疼”,后台就已经发现某个参数有异常趋势,提前通知你检查了。远程故障诊断、远程指导维护,大大减少了突发性停机。对于管理来说,这不仅仅是省事,更是把设备管理从 “救火” 变成了 “防火”。

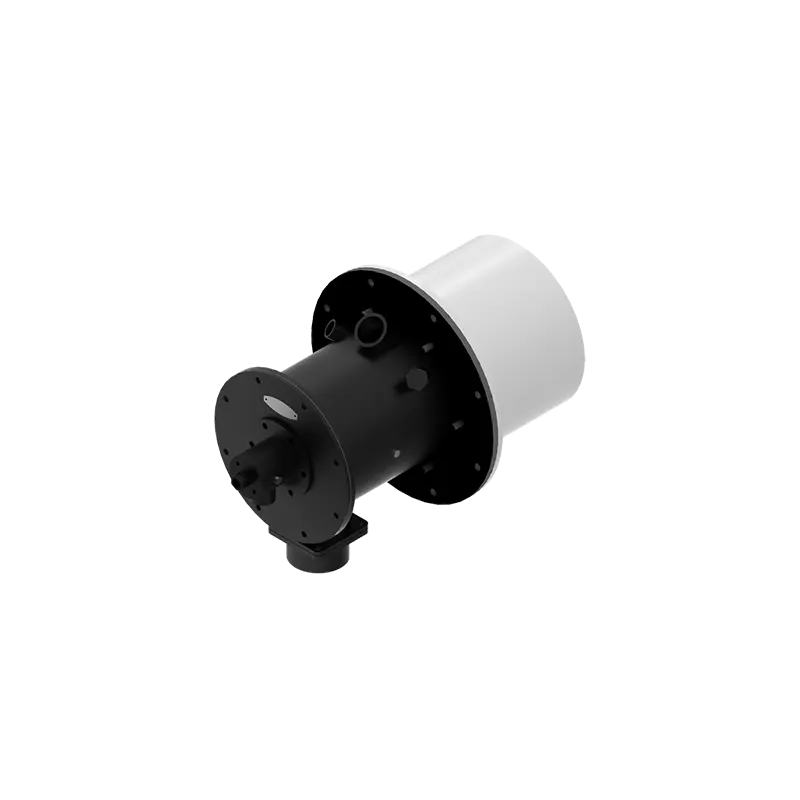
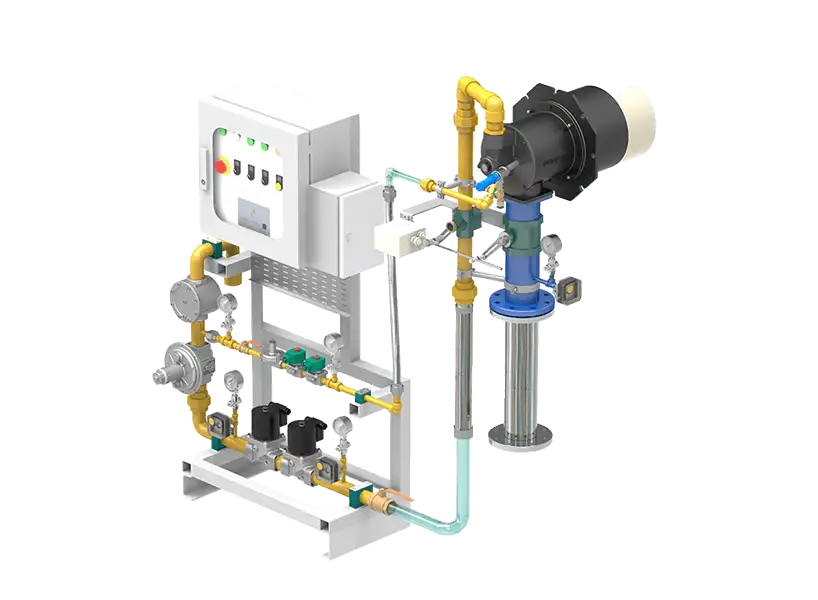
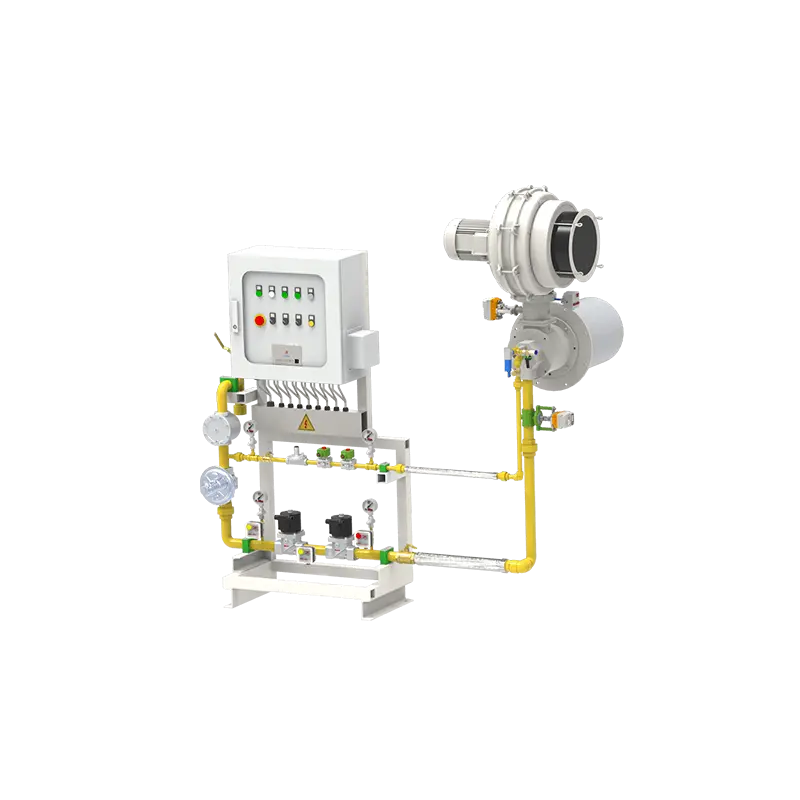
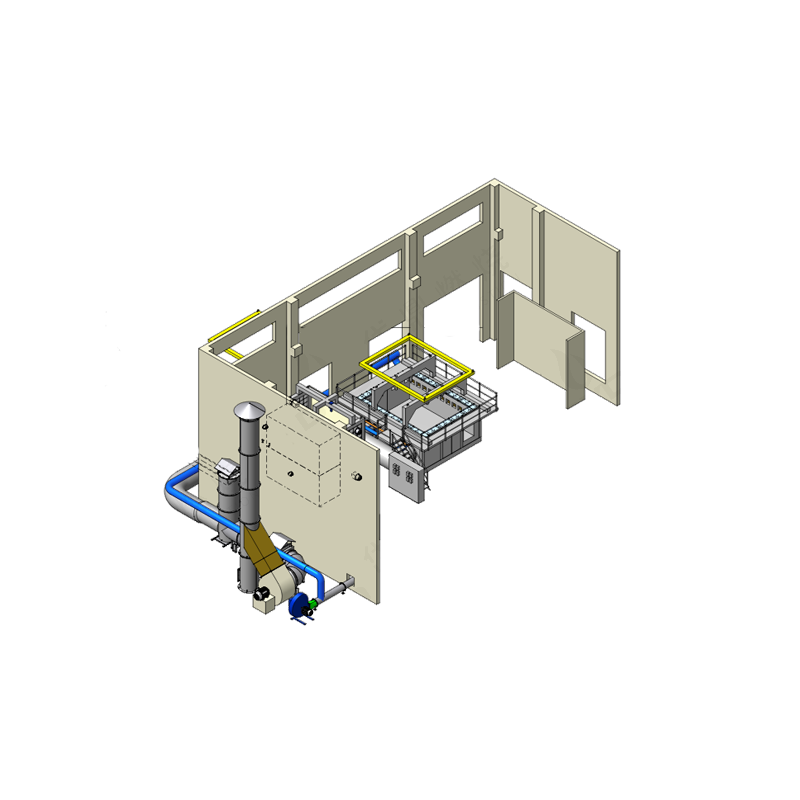
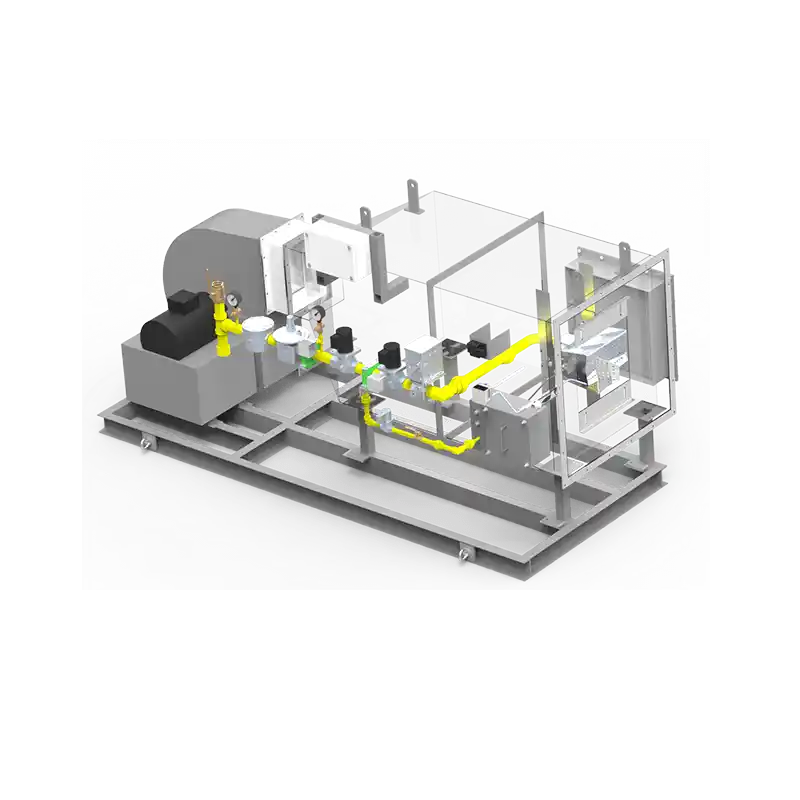
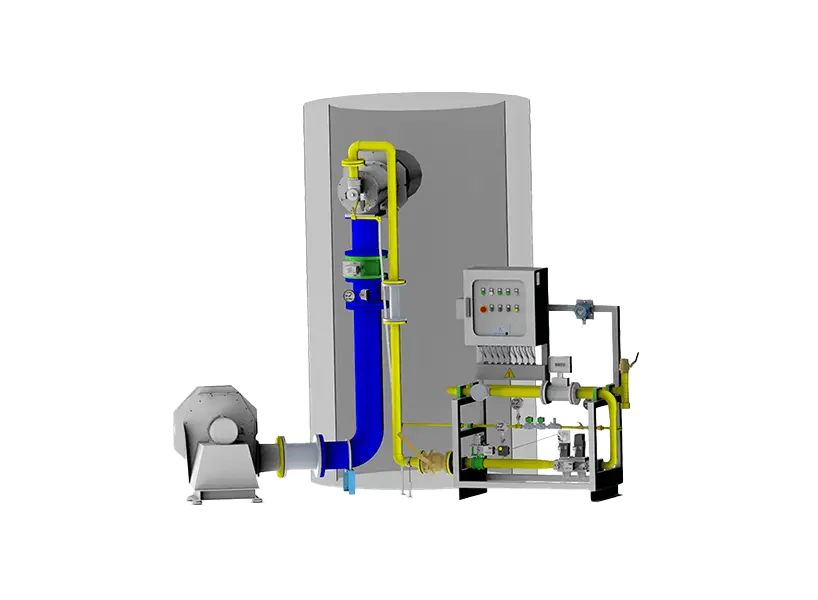
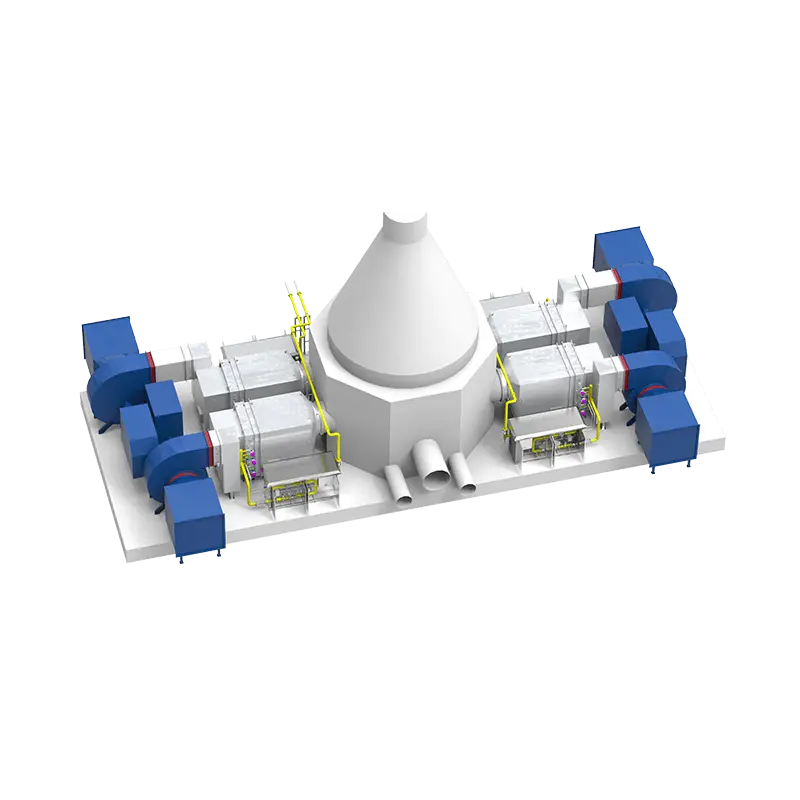
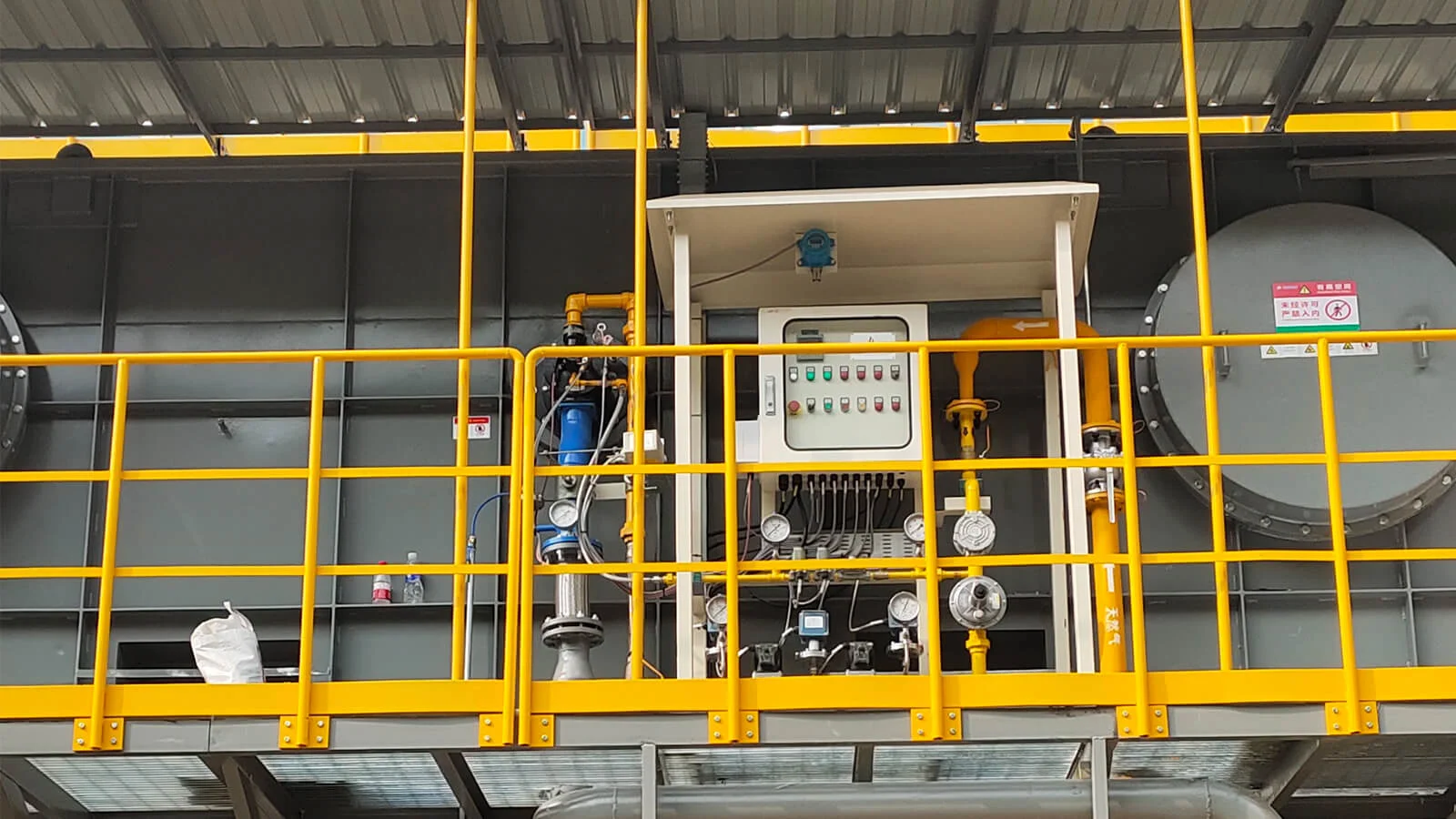
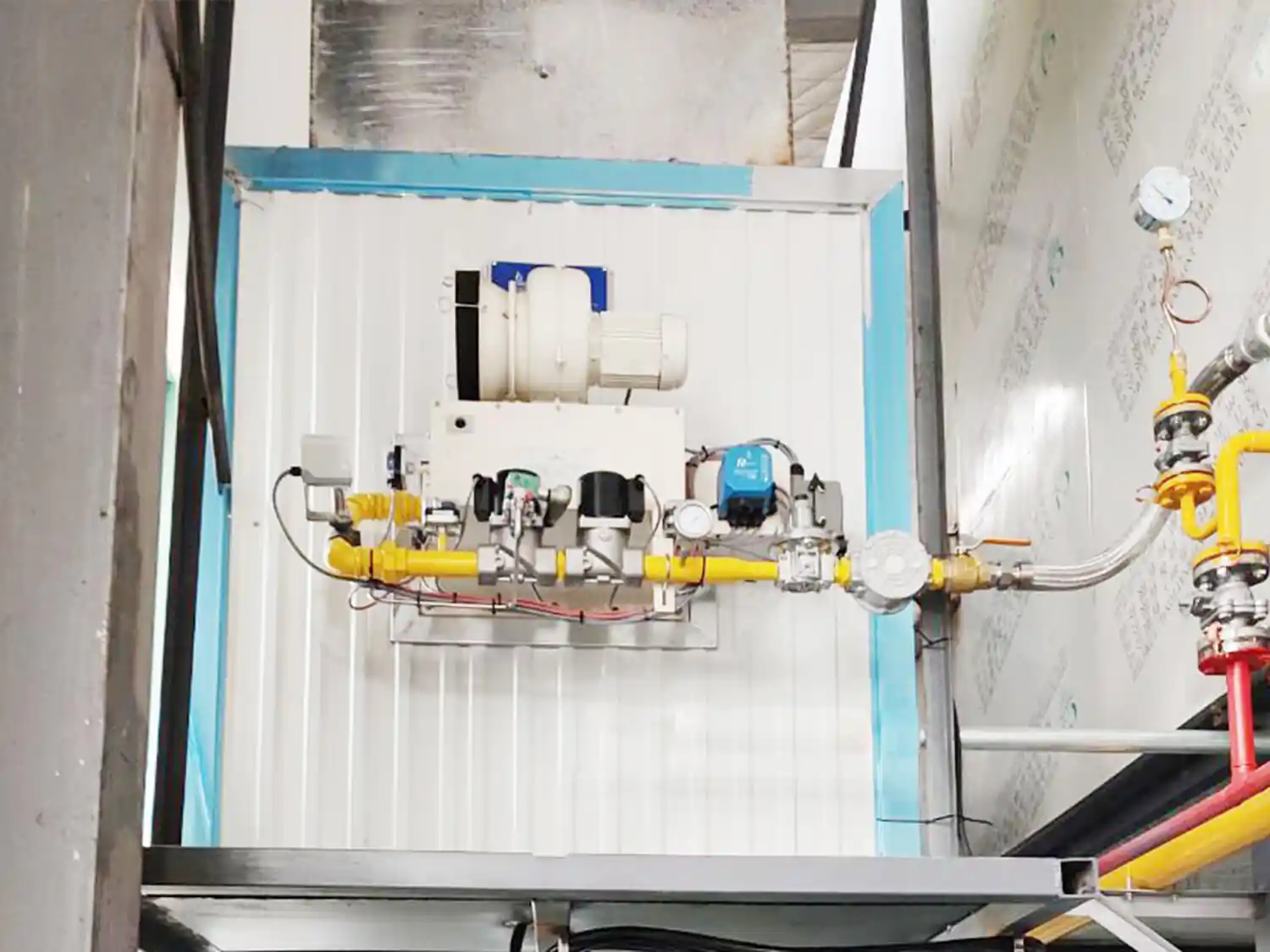
(天然气线性燃烧器厂家)
市场上牌子那么多,到底怎么选?光看价格肯定不行。一个专业的饲料烘干燃烧器厂家,卖的不只是产品,更是一整套解决方案和长期的服务。
你得看它的 “内功”:有没有扎实的技术研发团队?有没有同类物料(特别是饲料行业)的成功案例?产品是否符合严格的安全标准(比如 ANSI/CSA 这些)?更重要的是,它能不能听懂你的需求?你的烘干筒尺寸特殊?你想用沼气替代天然气?你们当地的环保标准特别严?好的厂家,应该能根据这些具体条件,给你 “量体裁衣”,拿出针对性的方案,而不是只会推销标准产品。毕竟,买设备是为了用好,找一个能长期陪伴、解决问题的伙伴,远比买一个冷冰冰的机器重要。
说起燃烧技术,岱鼎燃烧在行业里是个踏踏实实的 “老手” 了。从 2008 年成立算起,十八年时间他们就专注干好这一件事。如今,一万多平米的研发生产基地和一百五十多人的技术团队,是他们的底气。
他们是国家认可的高新技术企业,手里握着三十多项专利,还建了自己的 CFD 热力仿真实验室,产品从设计源头就严格把关。他们的产品线很全,从常规的燃气燃烧器,到现在的低氮环保先锋,甚至未来感十足的氢气、纯氧燃烧器都有涉猎。为了响应环保,他们的技术能把氮氧化物排放降到很低。